Короткий опис продукту
| Ні, не можна. |
Елементи |
Спеціфікація: |
| 1 |
Матеріал |
Товщина: 0.8-3.5мм (за вимогами клієнта)
Вхідна ширина:75~285мм(за вимогою клієнта)
Внутрішній діаметр бобин:508мм
Зовнішня діаметр катушок: Φ1100~Φ1600мм
матеріал: вуглецева сталь, низьковуглецева сталь
|
| 2 |
Джерело живлення |
6. 380В трифазне питання 50Гц (за вимогами клієнта) |
| 3 |
Потужність |
головна потужність: приблизно 600КВт |
| 4 |
швидкість |
90м/хв |
| 5 |
Загальна вага |
Приблизно 20 тонн |
| 6 |
Розмір |
Приблизно (Д*Ш*В) для ролевої формувальної машини: приблизно 23м*2м (за використанням) |
| 7 |
Стиль розріzu |
Політ опилування розрізання |
Опис деталей продукту
Швидкість: 90м/хв
Загальна вага: Довколи 20 тонн
Мощність ємності: головна енергія: Довколи 600КВт
Гідравлічний розмотувач (подвійна головка):
Машина для розрізу і з'єднання

Горизонтальний накопичувач
Формуючий і розмірний катер:
Каток для обробки країв:

Літучий розрізний пил

Таблиця параметрів продукту
1 Гідравлічний розмотчик (з подвійною головкою)
Розмотчик призначений для підтримки металевої катушки та забезпечення матеріалу для всього ряду трубних машин.
| Ширина листа |
75-240мм |
| Вага листа |
одна катушка Макс. 3 тонни, подвійна головка загальна максимум 6 тонн |
| Тип розширення |
Гідравлічне розширення |
| Гальмо |
Пневматичний гальм |
| Обертання робочої головки |
Ручне обертання |
| Ширина листа |
75-285мм |
| Толщина смуги |
0.8~3.5мм |
| Тип різання |
Гіdraulicne стригання |
| Метод зварювання |
Аргонова дугова сварка |
| Газ аргон |
Чистота більше 99.99% |
| Сорт сталі |
σb≤520 МПа σs≤235Мпа |
2 Стригальна та сварочна машина
Стригальна та сварочна машина використовується для розрізання нерегулярних країв смужок та з'єднання двох країв смужок за допомогою аргонової дугової сварки, з пневматичним стриганням та автоматичною сваркою, час роботи 2-3 хвилини.
| Ширина листа |
75-285мм |
| Толщина смуги |
0.8~3.5мм |
| Тип різання |
Гіdraulicne стригання |
| Метод зварювання |
Аргонова дугова сварка |
| Газ аргон |
Чистота більше 99.99% |
| Сорт сталі |
σb≤520 МПа σs≤235Мпа |
3 Горизонтальний акумулятор
Щоб гарантувати неперервне виробництво, Акумулятор зберігає стрип, дозволяючи оператору використовувати гільотину і кінцевий сварник для з'єднання стрипів. Пристрій зручний у монтажі та простий у управлінні.
| Ширина смуги |
75~240mm |
| Толщина смуги |
1.2~3.5mm |
| StoringCapacity |
0м –300м |
| Швидкість подачі |
Максимум 120м/хв |
| Двигун подачі |
18.5кВт |
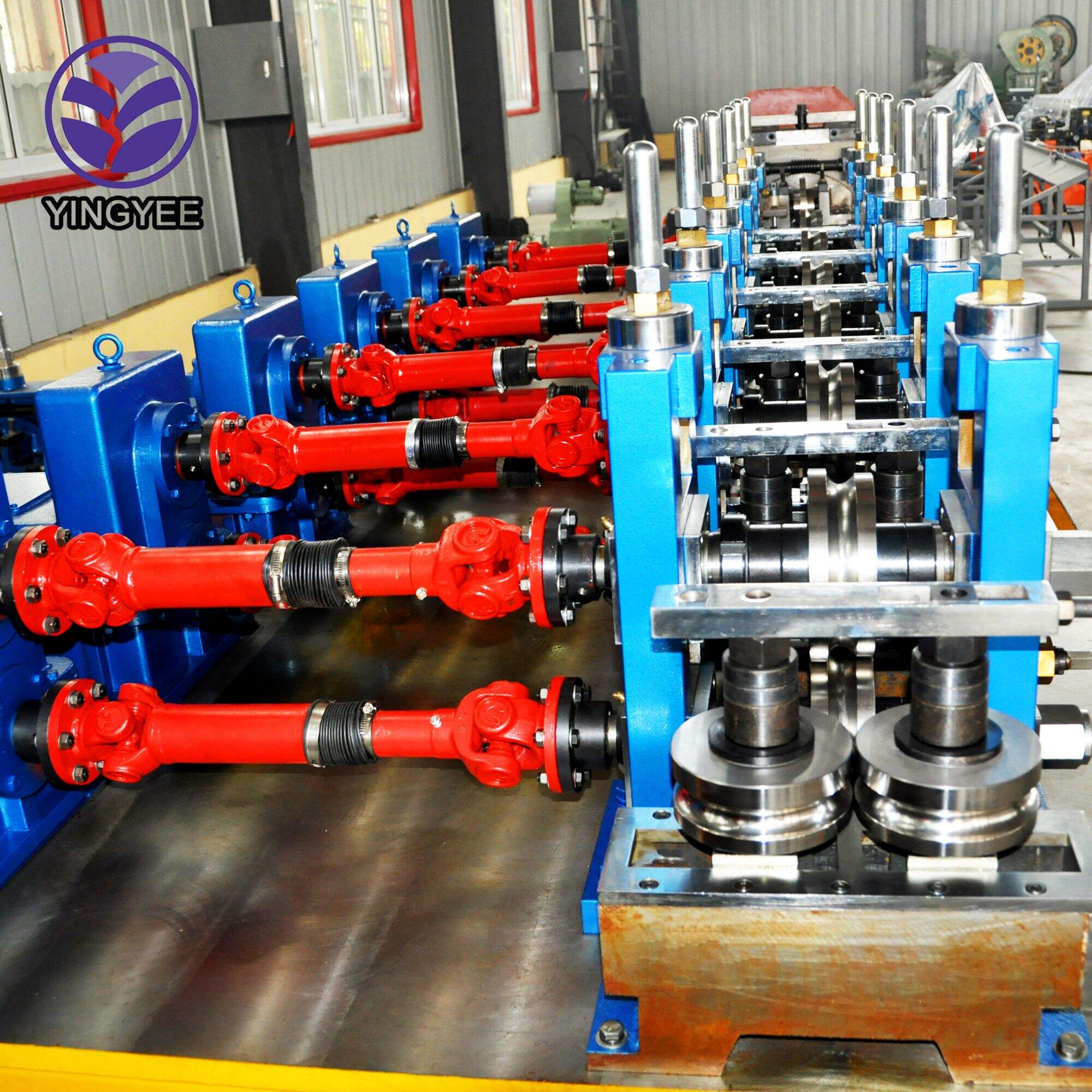
4 Формувальних та Розмірних Мілли
Формувальна та Розмірна Мілля формують стальний стрип певної специфікації у трубну заготовку та сварюють їх у коло за допомогою ВЧ потоку. Коли поступово рушаючий стрип починається від краєвого проводника до сварного ящика і досягає ВЧ сварника, режим формування W-валів та індукційна сварка, які використовуються на цій лінії мілля, є доведеними дизайном. Обидві сторони стрипу нагріваються до точки сварки і стискаються разом.
Далі йде видалення сваркових бугрів, охолодження, розмірювання та приблизне вирівнювання.
На цій міллі використовується метод горизонтальної нижньої лінії та подвійний радіус для валів.
Ця секція включає формувальний стан, сварочну машину, пристрій для охолодження та розмірний стан.
ø Головні технічні параметри:
Діаметр круглої труби: Φ 25~Φ90мм
Товщина круглої труби: 0.8мм~3.5мм
Квадратна труба: 20*20мм~70*70мм
Макс. Робоча швидкість: 90м/хв
Потужність головного двигуна: DC185KW
Метод формування: Нижня лінія та «W» формування
ø Розташування стоїв:
H позначає Горизонтальну Стою, V позначає Вертикальну Стою, T позначає Турецьку Голову
Загальна компоновка: Формування 7H8V, розмір 6H6V2T
Підача --- H1 --- H2 --- V1 --- H3 --- V2 --- H4 --- V3 --- V4 --- V5 --- H5 --- V6 --- H6 --- V7 --- H7 --- V8 -- Наводнення --- Стискання -- Зовнішнє вибрушення --- Полірування --- Охолодження водою --- V9 --- H8 --- V10 --- H9 --- V11 --- H10 --- V12 --- H11 --- V13 --- H12 --- V14 --- H13 --- T1 --- T2
ø Параметри формувального станка
Устрій для підачі та вирівнювання: один комплект
Горизонтальний валковий стіенд:
Діаметр горизонтальної валкової осі 80 мм, матеріал 40Cr, всі валки термічно обробляються, поверхня високочастотна закалена.
Матеріал валкових стендів з чугуну або зварений з листового металу, зубчасті блоки із 45-го кованих сталей;
Бокове відхилення при заміні валків;
Вертикальний валковий стіенд:
Діаметр вертикальної валової осі 50 мм, матеріал 40Cr, вся вала оброблена термічною обробкою, поверхня оброблена HF витвердженням;
Основа вертикального вала з лігнової сталі або зварена з пластини;
Коробка розподілу зубчатих колес: (з універсальною віссю)
Корпус коробки: зварений з пластини
Матеріал зубчатих коліс: 20CrMnTi, наварювання та витвердження
Стійка для проводження шва:
Стійка валів може регулюватися у кількох напрямках, щоб правильно провести шов до позиції з'єднання.
коробка зварювання з 2 валами (2 валки) зі скарф-бусинкою:
Ця секція використовується для стискання двох гріятих країв, формуючи їх разом. Вона має 2 валки, щоб правильно контурити дві половини під час формування двох грітих країв.
Діаметр бокового валка Φ55мм; Матеріал валка 40Cr;
Каток для обробки країв:
Два шліфувальних станки для видалення зовнішньої сварочної гребеня; інструмент для шліфування може налагоджуватися горизонтально та вертикально, попереком і продовжно, а також має функцію швидкого підняття та два утримуючих валка.
Шліфувальний валковий стан: Стан з вільним приводом
полірувати шов після шліфування;
Структура: два пасивних валка, кранова структура
Діаметр валка: 80мм, матеріал 40Cr
Секція водяного охолодження: Довжина (2м)
Опрыскивання та підмочення одночасно для швидкого охолощення труби та запобігання її деформації під час формування.
Формувальний стан
Горизонтальний валковий стан: (Посилайтеся на це у формувальному станку)
Вертикальний валковий стіnd: (Посилайтеся на це у формувальному станку)
Турецькі головки: 2 комплекти
Чотири валка на кожній головці (станку) можуть регулюватися у кількох напрямках для випрямлення труби
назад і потім доставляти випрямлену трубу, правильно сформовану для розрізання.
Діаметр валка: 50мм, матеріал 40Cr;
Розподільник зубчатих коліс: (Посилайтеся на це у формувальному станку)
Головна приводова система:
DC185KW, з твердою обкладиною редуктора;
Усі робочі столи мілі
Валів передачі один комплект;
Водяна труба всередині мельничного цеху
5. Літуча різальна пила
Літуча різальна пила використовується для точного розрізу труби на частини автоматично при умові, що труба неперервно постачається з мельниці на високій швидкості.
| Діаметр труби |
φ25мм~90мм |
| Маса труби |
0.8-3.5мм |
| Фіксована довжина розрізу |
6м |
| Точність різання |
0-6мм |
| Пилка для розрізання мотора |
30 кВт |
| Мотор приводу гусеніці |
22 КВт |
| Розмір пілової лопатки |
600мм |
| Швидкість різання |
Макс.90м/хв |
6. Твердотельна високочастотна сварка: 300 КВт
Структура головної цілододаткової кола сварника з'єднання високочастотним током є типовою структурою змінної частоти AC-DC-AC. Прямий перетворювач використовує трифазний мостовий тип криотронного фазового регулятора прямого перетворювача, а на бік прямого струму застосовується індуктор і конденсатор для утворення LC-фільтра, який задовольняє вимоги роботи інверторного напругового типу. Напруговий інвертор використовує модульну паралельну структуру для розширення потужності живлення, кожен модуль інвертора є однофазним мостовим колом MOSFET, який з'єднаний з серійним резонансним контуром через високочастотний збігальний трансформатор. З одного боку, збігальний трансформатор реалізує комбінацію потужності та імпедансне збігування; з іншого боку він забезпечує електричну ізоляцію навантаження від живлення. Для ефективної та швидкої захисту від перепливу потоку напругового інвертора наша компанія впроваджує спеціальну та стабільну систему захисту від перепливу, яка забезпечує безпечну та стабільну роботу інвертора.
Сварник включає:
Шкаф прямування, вихідний шкаф інвертора, система охолодження водою, центральна контрольна панель, механічний пристрій регулювання тощо.
Система приводу DC: регулятор швидкості Euro 590
Керування двигунами формувального і калібрувального валця: пристрій керування Euro;
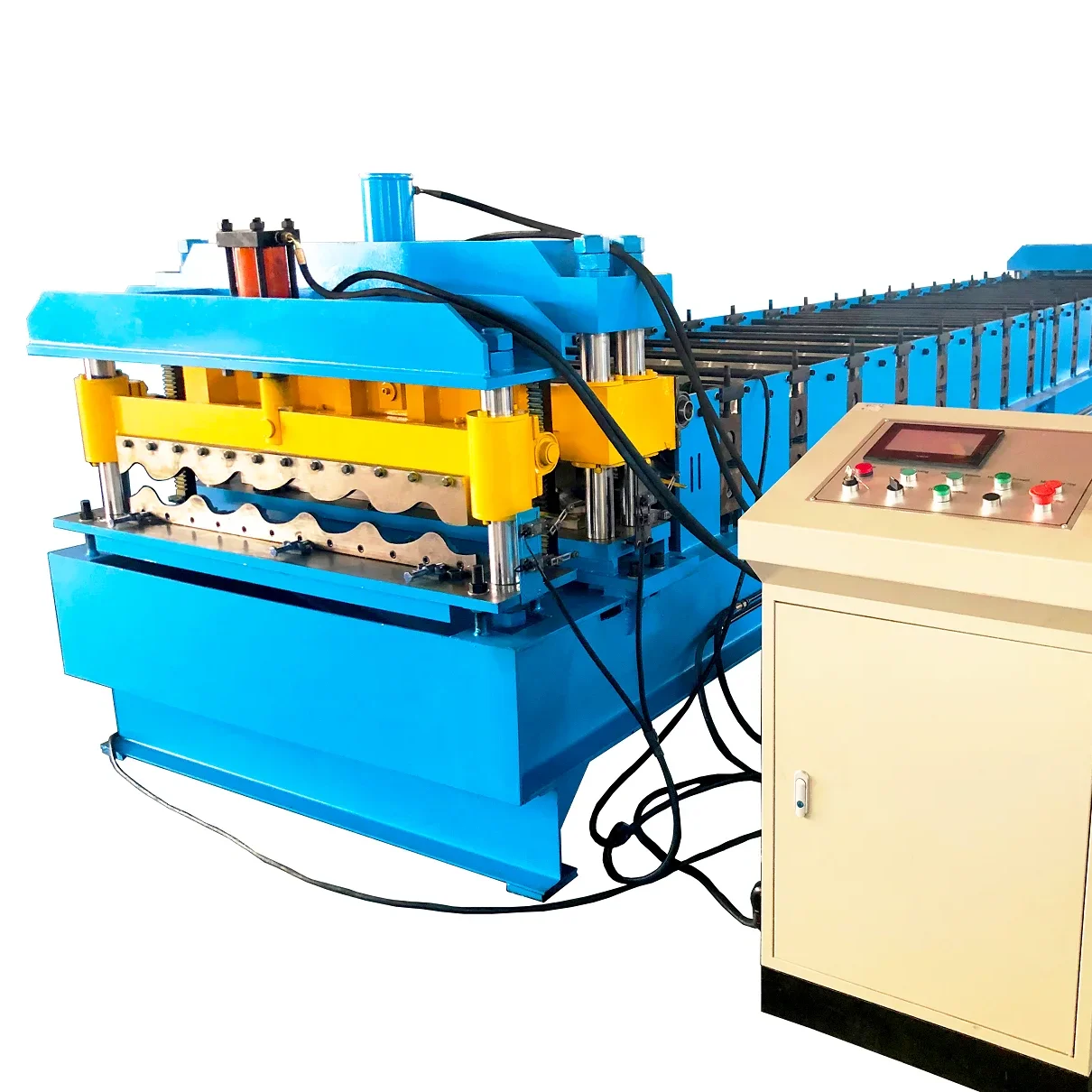
7 Валкова таблиця
Готові труби рухаються по ролковій таблиці і потрапляють на стіл. Потім простий упаковний агрегат збирає труби у потрібну форму.
Двигун ролкового столу: 3Kw, швидкість регулювана;
8 Інструментарій:
Матеріал Cr12, твердість HRC58-62; матеріал сригувального валка H13;
Розмір інструментарію: 25мм, 40мм, 90мм

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY