Kratak opis proizvoda
| Ne. |
Stavke |
Spec: |
| 1 |
Материјал |
Debljina: 0.8-3.5mm (prema zahtevima kupca)
Ulazna širina:75~285mm(prema zahtevu kupca)
Unutrašnji prečnik spirala:508mm
Spoljni prečnik spirala: Φ1100~Φ1600mm
materijal: ugljenikova ocel, niskougljenikova ocel
|
| 2 |
Извор енергије |
6. 380V trofazna elektricitet 50Hz (prema zahtevima kupca) |
| 3 |
Kapacitet snage |
glavna snaga: Oko 600KW |
| 4 |
brzina |
90m/min |
| 5 |
Ukupna težina |
Približno 20 tons |
| 6 |
Dimenzije |
Približno (D*Š*V) za valnu mašinu: Približno 23m*2m (prema upotrebi) |
| 7 |
Стил сечења |
Letanje režanja sečenja |
Detalji proizvoda Opis
Brzina: 90m / min
Ukupna težina: Približno 20 tons
Kapacitet snage: glavna snaga: Oko 600KW
Hidraulički otpinivač (dvojni glava):
Mašina za režanje i spajanje

Horizontalni akumulator
Formiranje i veličinska štampa:
Štampa za održavanje rolne:

Letajući režak

Tabela parametara proizvoda
1 Hidraulički otpinivač (dvojni glava)
Otpinivač je dizajniran da podrži čelikovu spiralu i obezbedi proizvodni materijal za celu liniju za proizvodnju cijevi.
| Širina trake |
75-240mm |
| Težina trake |
jedna spirala Maks. 3 tone, ukupno dva glava maks. 6 tons |
| Tip proširenja |
Hidrauličko proširenje |
| Kočnica |
Pneumatic brake |
| Rotacija radnog glava |
Ručno okretanje |
| Širina trake |
75-285mm |
| Debljina trake |
0.8~3.5mm |
| Tip režanja |
Hidrauličko šarenje |
| Metod zavarivanja |
Svarka argonim arkom |
| Аргон Гас |
Čistoća veća od 99.99% |
| Obrada čelika |
σb≤520 MPa σs≤235Mpa |
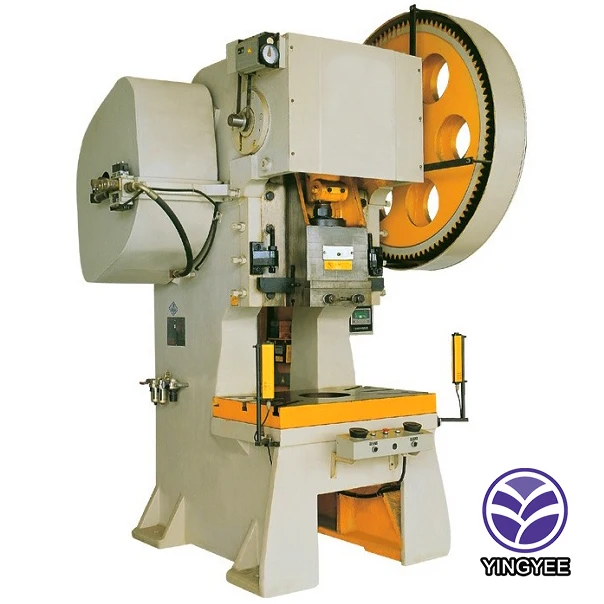
2 aparata za šarenje i svarku
Aparat za šarenje i svarku se koristi zarezivanje nepravilnih krajeva traka, a zatim spajanje dva krajа trake putem svarkе argonskim arkom, sa pneumatickim šarenjem i automatskom svarkom, vreme rada od 2-3 minute.
| Širina trake |
75-285mm |
| Debljina trake |
0.8~3.5mm |
| Tip režanja |
Hidrauličko šarenje |
| Metod zavarivanja |
Svarka argonim arkom |
| Аргон Гас |
Čistoća veća od 99.99% |
| Obrada čelika |
σb≤520 MPa σs≤235Mpa |
3 Horizontalni akumulator
Da bi se osigurala neprekinuta proizvodnja, Akumulator čuva traku, omogućavajući vremena operatoru da koristi šear i krajnji spajalac za povezivanje traka. Uređaj je praktičan za instalaciju i lako se operiše.
| Širina trake |
75~240mm |
| Debljina trake |
1.2~3.5mm |
| Kapacitet čuvanja |
0m –300m |
| Брзина храњења |
Maks 120m/min |
| Мотор за храњење |
18.5KW |
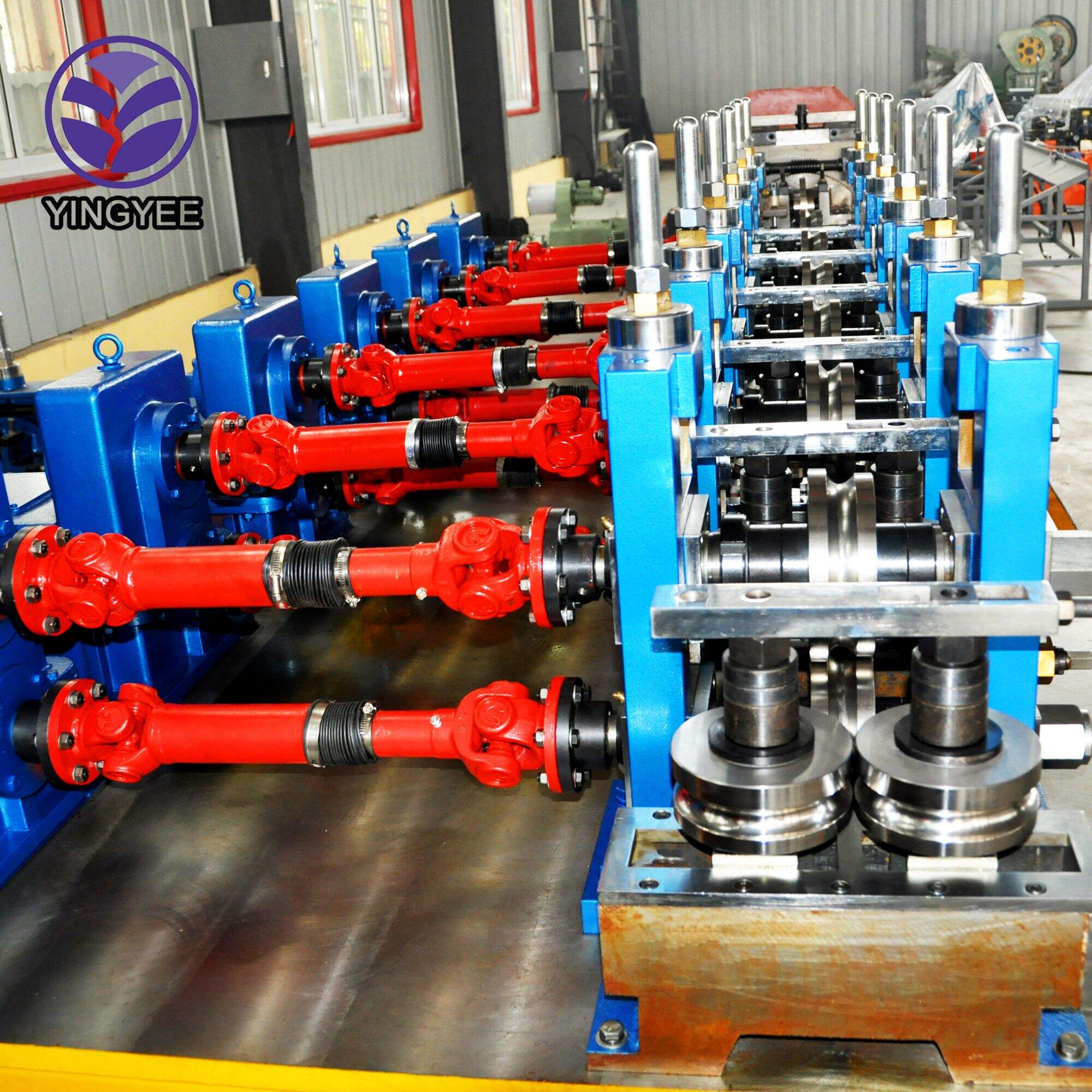
4 Formiranje i veličinska štampa
Formiranje i veličinska štampa transformiše oplatić određene specifikacije u praznu trubu i spaja ih u krugove HF strujom. Kada postepeno valjujući oplatić počinje od ivne smučnice do spajalice, W rol formiranje režima i indukcijsko spajanje koje se koristi u ovoj liniji je isprobani dizajn. Dve strane oplatića su zagrejane do tačke spajanja i pritisnute zajedno.
Sledeće korake su uklanjanje varivih žica, hlađenje, kalibriranje i približno ravnanje.
U ovom valjku se koristi horizontalna donja linija metoda i dvostruki poluprečnik za valove.
Ovaj deo obuhvata formirajući valjak, savijanje mašinu, uređaj za hlađenje i kalibracioni valjak.
ø Glavni tehnološki parametri:
Prečnik cijevi: Φ 25~Φ90mm
Debljina cijevi: 0.8mm~3.5mm
Kvadratne cijevi: 20*20mm~70*70mm
Maks. Radna brzina: 90m/min
Snaga glavnog motora: DC185KW
Metod formiranja: Donja linija i „W“ formiranje
ø Položaj ležišta valjeva:
H označava horizontalno ležište, V označava vertikalno ležište, T označava turksku glavu
Opšti raspored: Formiranje 7H8V, dimenzioniranje 6H6V2T
Ponuđivanje---H1---H2---V1---H3---V2---H4---V3---V4---V5---H5---V6---H6---V7---H7---V8-- Vodjenje --- Stiskanje -- Spoljno oštricanje --- Pojačavanje --- Hlađenje vodom ---V9--- H8---V10---H9---V11---H10---V12---H11---V13---H12---V14---H13---T1---T2
ø Parametri formirajućeg valja
Uređaj za ponuđivanje i ravnanje: Jedan skup
Horizontalno ležište valjeva:
Prečnik horizontalnog valja od 80mm, materijal 40Cr, cijeli valj termodobiven proces, površinska visokofrekventna tvrdnjena obrada.
Materijal ležišta valjeva od litog čelika ili spojene ploče, zubasti klizni blok od čelika 45 utovarenog;
Ispred pri promeni valjeva;
Vertikalna postolja za valove:
Prečnik vertikalnog osnovnog vala 50mm, materijal 40Cr, cijeli val termodobiven proces, površinsko HF ožinjavanje procesirano;
Bazni materijal vertikalnog vala: litina od čelika ili spajanje ploča;
Distribucijska kutija za zarubnice: (sa univerzalnom osom)
Tijelo kutije: spajanje ploča
Materijal zarubnice: 20CrMnTi, karijaturiranje i ožinjavanje
Postolja za vodjenje šava:
Postolja za valove može se prilagoditi u nekoliko smjerova kako bi se šav vodio točno u poziciju za svarivanje.
2 roll Weld box ( 2 Rolls ) sa šašarom:
Ovaj deo se koristi za stiskanje dva HF grejena ruba, forgeći ih zajedno. Imaju 2 role da bi obeležene polovine bile pravilno konturisane tijekom forže dva grejena ruba.
Prečnik osi bočne role Φ55mm; Materijal role 40Cr;
Štampa za održavanje rolne:
Dve stanice za uklanjanje vanjskog svarkog šašara; alat za šašarenje može se prilagoditi horizontalno i vertikalno, poprečno i dužino, a takođe ima funkciju brzeg podizanja i dve držaće role.
Stanica za ciljanje: Slobodna vođenja stanica
ciljati svarku nakon šašarenja;
Struktura: dvije pasivne role, konstrukcija portala
Prečnik ose role: 80mm, materijal 40Cr
Hladnjak: Duljina (2m)
Pritiscanje i potapanj istovremeno kako bi se čev vratila brzo hladnom i spriječila oblikovanje čevi prilikom veličinskog prilagođavanja.
Dimenzioniranje mlinovi
Horizontalni valjak stajališta: (Pogledajte to u oblikovanju mlin)
Vertikalno valjkastoj stajaliste: (Pogledajte to u oblikovanju mlin)
Turks Head Stands: 2 skupa
Četiri valjka na svakom glavi (stajalištu) mogu se prilagoditi u nekoliko smerova da isprave cijev
suprotno i zatim isporučiti ravnu cijev pravilno oblikovanu cijev u odjeljku za rezanje ravno.
Prečnik osi valjka: 50mm, materijal od 40Cr;
Kutija za raspodelu brzine: (Pogledajte to u oblikovanju mlin)
Glavni pogonski sistem:
DC185KW, sa reduktorom tvrdog tipa;
Sve radne ploče mlinova
Osovina za prenos snage jedan set;
Vodovodne cijevi unutar cevi mlina
5. Leteći režak za sečenje
Leteći režak za sečenje se koristi za precizno secanje cijevi na dužinu automatski, uz uvjet da se cijev neprestano isporučuje iz mlina visokom brzinom.
| Prečnik cevi |
φ25mm~90mm |
| Težina cijevi |
0.8-3.5mm |
| Fiksna dužina secanja |
6m |
| Прецизност резања |
0-6mm |
| Motor za režanje |
30 кВ |
| Motor za vožnju nosača |
22 KW |
| Величина пиле |
600mm |
| Brzina Secanja |
Maks. 90m/min |
6. Solidni visokofrekvencijski savijač: 300 KW
Struktura glavnog kruga pečurke za visokofrekventno svarivanje sa čvrstom fazonom je tipična struktura promenljive frekvencije AC-DC-AC. Pravougaoničar koristi trifazni mostački stil tioristorske fazne regulacije pravougaoničarskog kruga, na DC strani se koriste induktor i kondenzator da se sastavi LC filter koji ispunjava radna zahteva invertera tipa napona. Inverter tipa napona koristi modularnu paralelnu strukturu da poveća snagu opreme, svaki modul invertera je jednofazni MOSFET mostački krug spojen sa serijom rezonantnog kruga putem visokofrekventnog transformatora za uskladišavanje. S jedne strane, transformator za uskladišavanje ostvaruje kombinovanje snage i impendansku uskladistu; s druge strane, on ostvaruje električnu izolaciju opterećenja od izvora snage. Da bi se efikasno i brzo zaštitio od preteranog struja u slučaju neispravnosti invertera tipa napona, naša kompanija je uvela poseban i stabilan krug zaštite od preteranog struja koji osigurava sigurno i stabilno radanje invertera.
Pečurka obuhvata:
Kabinet pravca, kabinet izlaza invertera, sistem hlađenja voda-voda, centralna kontrolna tabla, mehanički uređaj za prilagodbu i slično.
Sistem DC pogona: regulator brzine Euro 590
Kontrola motora za oblikovanje i kalibraciju: kontrolni uređaj Euro;
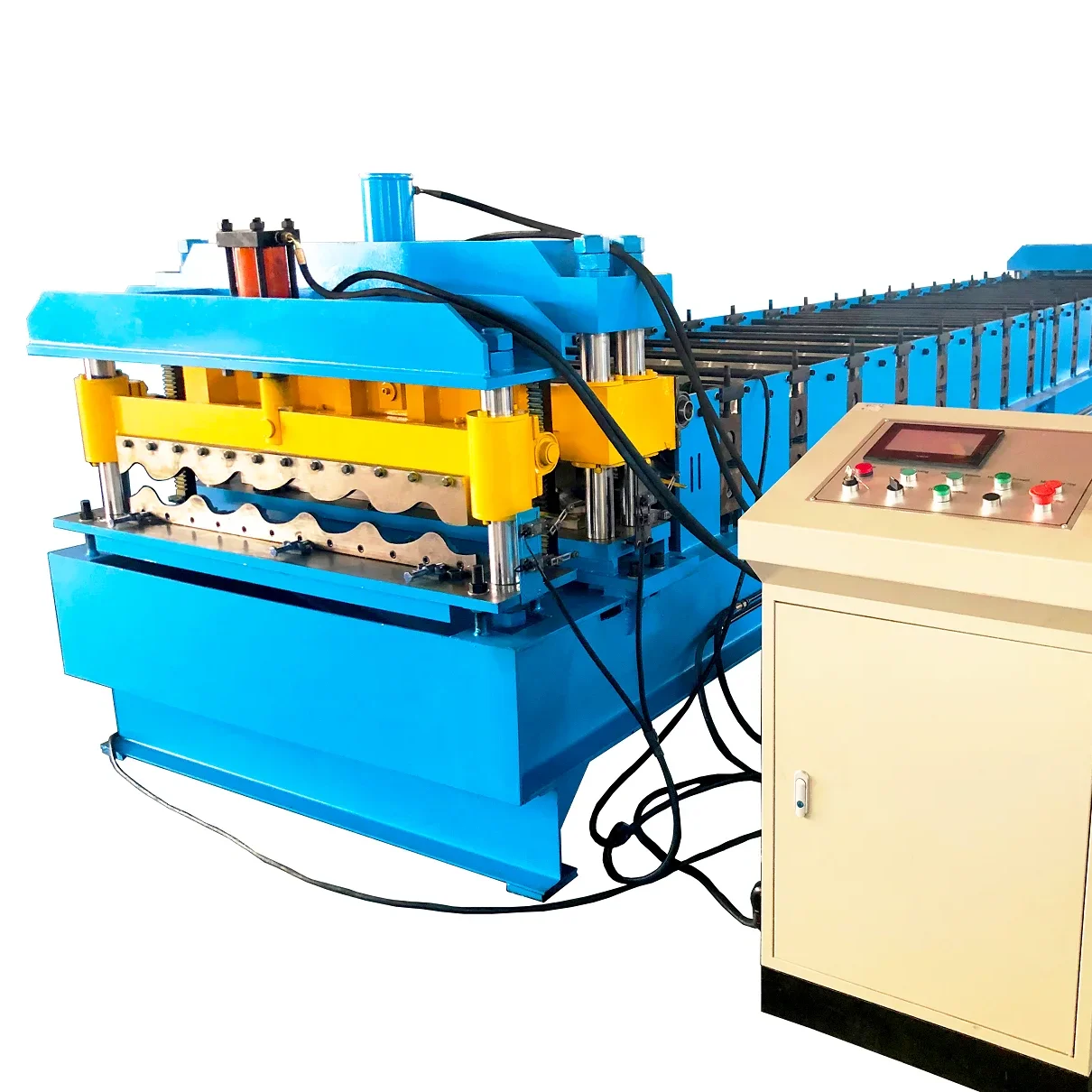
7 Izlazna tabela
Dobijene cevovi idu duž valjanske tablice i stižu do radne površine. Zatim jednostavna mašina za pakovanje skuplja cevi u potreban oblik.
Motor valjanske radne površine: 3Kw, regulabilna brzina;
8 Alati:
Materijal Cr12, tvrdoća HRC58-62; materijal štamparskog valjka H13;
Dimenzije alata: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY