Краткое описание продукта
| Нет. |
Элементы |
Характеристики: |
| 1 |
Материал |
Толщина: 0.8-3.5мм (в зависимости от требования клиента)
Входная ширина:75~285мм(в соответствии с требованием заказчика)
Внутренний диаметр катушек:508мм
Внешний диаметр катушек: Φ1100~Φ1600мм
материал: углеродистая сталь, низкоуглеродистая сталь
|
| 2 |
Источник питания |
6. 380В трехфазное электричество 50Гц (в зависимости от требования клиента) |
| 3 |
Производительность мощности |
основная мощность: около 600КВт |
| 4 |
Скорость |
90м/мин |
| 5 |
Общий вес |
Около 20 тонн |
| 6 |
Размер |
Примерно (Д*Ш*В) для ролевой формовочной машины: примерно 23м*2м (в зависимости от использования) |
| 7 |
Способ резки |
Летящая резка |
Описание деталей продукта
Скорость: 90 м/мин
Общий вес: Приблизительно 20 тонн
Мощность: Главная мощность: Около 600 КВт
Гидравлический размотчик (двойной головки):
Машина для резки и сварки

Горизонтальный накопитель
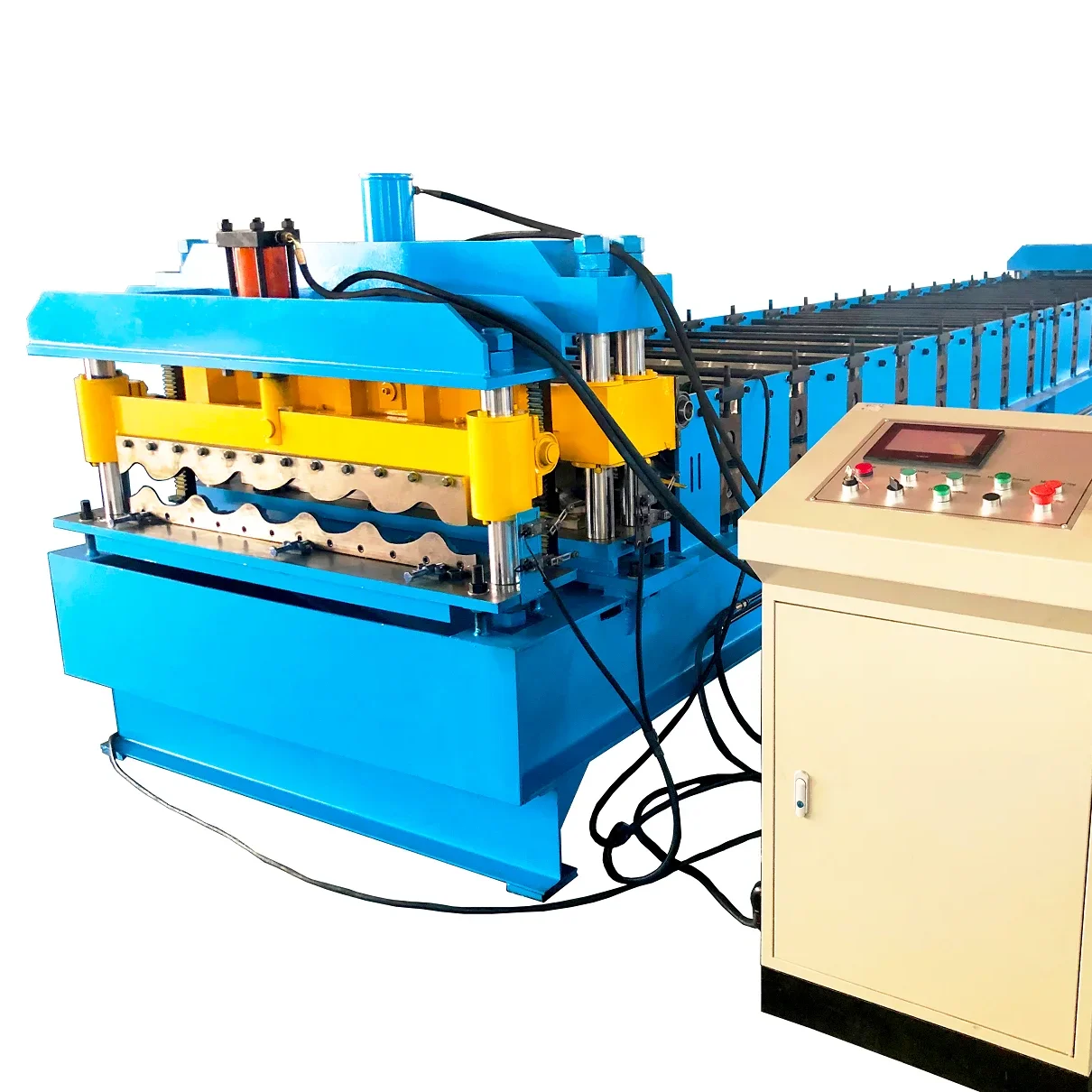
Формовочный и Размерный станок:
Станок с обрезным валиком:

Летящая пилорама

Таблица параметров продукта
1 Гидравлический размотчик (с двойной головкой)
Размотчик предназначен для поддержки стальной катушки и обеспечения производственного материала для всей линии производства труб.
| Ширина полосы |
75-240мм |
| Вес полосы |
одна катушка макс. 3 тонны, две головки в сумме макс. 6 тонн |
| Тип расширения |
Гидравлическое расширение |
| Тормоз |
Пневматическое тормозное устройство |
| Поворот рабочей головки |
Ручное вращение |
| Ширина полосы |
75-285мм |
| толщина ленты |
0.8~3.5мм |
| Тип резки |
Гидравлическая резка |
| Метод сварки |
Аргонодуговая сварка |
| Газ аргон |
Чистота более 99.99% |
| Стальной сорт |
σb≤520 МПа σs≤235Мпа |
2 Станок для резки и сварки
Станок для резки и сварки используется для срезания неровных концов полос и последующего соединения двух концов полосы методом аргонодуговой сварки, с пневматической резкой и автоматической сваркой, время работы 2-3 минуты.
| Ширина полосы |
75-285мм |
| толщина ленты |
0.8~3.5мм |
| Тип резки |
Гидравлическая резка |
| Метод сварки |
Аргонодуговая сварка |
| Газ аргон |
Чистота более 99.99% |
| Стальной сорт |
σb≤520 МПа σs≤235Мпа |
3 Горизонтальный накопитель
Для обеспечения непрерывного производства, накопитель хранит полосу, предоставляя оператору время для использования гильотины и сварщика для соединения полос. Устройство удобно в установке и простое в управлении.
| Ширина ленты |
75~240мм |
| толщина ленты |
1.2~3.5мм |
| ВместимостьХранилища |
0м –300м |
| Скорость подачи |
Максимум 120м/мин |
| Подача двигателя |
18.5кВт |
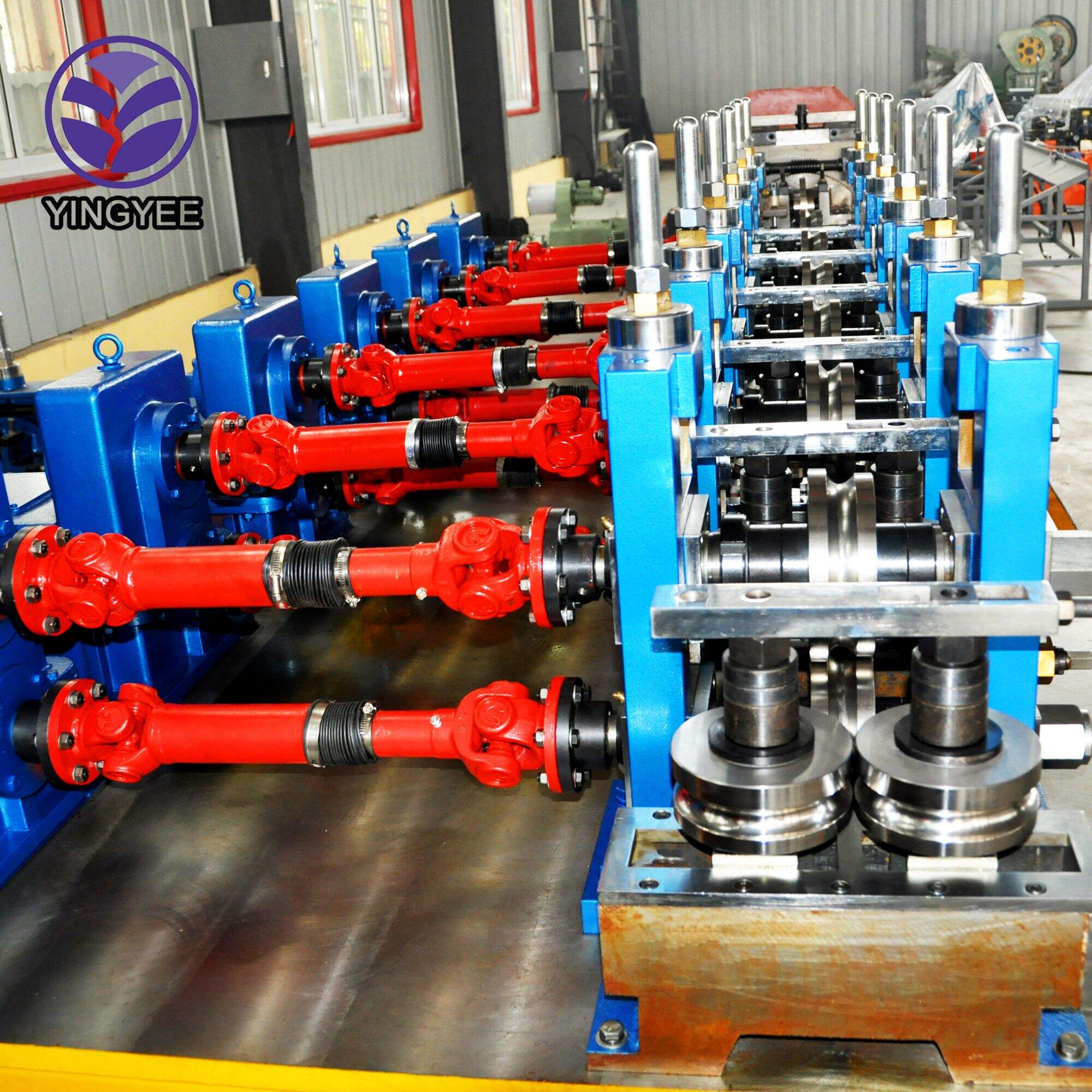
4 Формовочные и Размерные Станка
Формовочный и Размерный Станок формирует стальную ленту определенной спецификации в трубный заготовку и сваривает их в круги с помощью ВЧ тока. Когда постепенно деформируемая лента, начиная от кромочного направителя до сварочной камеры, достигает ВЧ сварщика, режим формования W-валиков и индукционной сварки, применяемый в этой линии станков, является проверенным дизайном. Две стороны ленты нагреваются до точки сварки и сжимаются вместе.
Далее следуют удаление сварочных наплывов, охлаждение, размерная обработка и предварительное выравнивание.
В этом станке используется метод горизонтальной нижней линии и двойной радиус для валиков.
Этот раздел включает формовочный станок, сварочное оборудование, устройство охлаждения и размерный станок.
Ø Основные технические параметры:
Диаметр круглой трубы: Φ 25~Φ90 мм
Толщина круглой трубы: 0,8 мм~3,5 мм
Квадратная труба: 20*20 мм~70*70 мм
Макс. рабочая скорость: 90 м/мин
Мощность главного двигателя: ПУ185КВт
Способ формования: нижняя линия и формование в виде "W"
Ø Расположение станков:
H означает горизонтальный станок, V означает вертикальный станок, T означает турецкую головку
Общее расположение: Образование 7H8V, размер 6H6V2T
Подача --- H1 --- H2 --- V1 --- H3 --- V2 --- H4 --- V3 --- V4 --- V5 --- H5 --- V6 --- H6 --- V7 --- H7 --- V8 -- Руководство --- Сжатие -- Внешняя деформация --- Полировка --- Водяное охлаждение --- V9 --- H8 --- V10 --- H9 --- V11 --- H10 --- V12 --- H11 --- V13 --- H12 --- V14 --- H13 --- T1 --- T2
Параметры формирующего станка Ø
Устройство подачи и выравнивания: один комплект
Горизонтальный вал:
Диаметр горизонтальной оси вала 80 мм, материал 40Cr, весь вал термически обработан, поверхность обработана высокочастотной закалкой.
Материал стоек роликов - чугун или сварная плита, зубчатый блок из кованой стали 45;
Боковое смещение при замене роликов;
Вертикальный вал:
Диаметр вертикальной оси вала 50 мм, материал 40Cr, весь вал термически обработан, поверхность обработана высокочастотной закалкой;
Материал основания вертикального валика: отливной чугун или сварная плита;
Редукторный блок: (с универсальной осью)
Корпус: сварная плита
Материал зубчатой передачи: 20CrMnTi, углеродистая и закаленная
Стойка для направления шва:
Держатель валиков может регулироваться в нескольких направлениях, чтобы правильно направить шов в позицию сварки.
Сварочная коробка с двумя валиками (2 валика) с обжимным швом:
Этот узел используется для сжатия двух нагретых кромок, соединяя их методом ковки. Он имеет 2 валика для правильной формовки двух половинок во время ковки нагретых кромок.
Диаметр оси бокового валика Φ55мм; Материал валиковой оси 40Cr;
Станок с обрезным валиком:
Две станции срезки для удаления внешней сварочной кромки; инструмент для срезки может быть отрегулирован горизонтально и вертикально, поперечно и продольно, с функцией быстрого подъема и двумя удерживающими валками.
Стойка полировки: Свободный приводной стенд
полировать сварочный шов после срезки;
Конструкция: два пассивных вала, конструкция портального типа
Диаметр оси вала: 80 мм, материал 40Cr
Секция водяного охлаждения: Длина (2 м)
Опрыскивание и погружение одновременно для быстрого охлаждения трубы и предотвращения деформации при растяжении.
Размерный станок
Горизонтальная роликовая стойка: (См. аналогичное в формирующем стане)
Вертикальный роликовый стенд: (См. аналогичное в формирующем стане)
Стенды типа 'Турецкая головка': 2 комплекта
Четыре вала на каждой головке (стенде) могут регулироваться в нескольких направлениях для выравнивания трубы
обратно, а затем подавать прямую трубу, правильно сформированную для перехода в секцию резки.
Диаметр вала ролика: 50 мм, материал 40Cr;
Редукторное устройство: (См. аналогичное в формирующем стане)
Система главного привода:
DC185KW, с жесткоступенчатым редуктором;
Все рабочие столы станка
Передающие валы: один комплект;
Трубопроводная вода внутри трубной мельницы
5. Летающая разрезная пила
Летающая разрезная пила используется для точной резки трубы по длине автоматически при условии, что труба непрерывно подается с мельницы на высокой скорости.
| Диаметр трубы |
Φ25mm~90mm |
| Вес трубы |
0.8-3.5mm |
| Фиксированная длина резки |
6м |
| Точность резания |
0-6mm |
| Электродвигатель пилы |
30 кВт |
| Электродвигатель каретки |
22 КВт |
| Размер пилы |
600мм |
| Скорость резки |
Макс. 90м/мин |
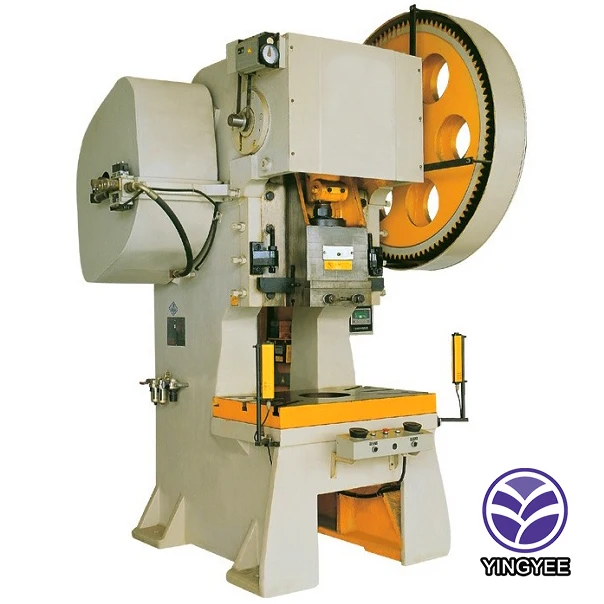
6. Сварочное устройство с твердотельным высокочастотным управлением: 300 КВт
Основная схема твердотельного высокочастотного сварочного устройства представляет собой типичную структуру преобразования частоты AC-DC-AC. Прямоточный преобразователь использует трехфазный мостовой тиристорный фазовый регулятор, на стороне постоянного тока применяются индуктивность и конденсатор для создания LC-фильтра, который удовлетворяет требованиям работы напряжения инвертора. Напряжный инвертор использует модульную параллельную структуру для увеличения мощности источника питания, каждый модуль инвертора является однофазной MOSFET-мостовой цепью, соединенной с резонансной цепью последовательного согласования через трансформатор высокочастотного согласования. С одной стороны, согласующий трансформатор осуществляет комбинацию мощности и согласование импеданса; с другой стороны, он обеспечивает электрическую изоляцию между нагрузкой и источником питания. Для эффективной и быстрой защиты от перегрузки по току в напряжном инверторе наша компания внедрила специальную и надежную систему защиты от перегрузки по току, которая гарантирует безопасную и стабильную работу инвертора.
Сварочное устройство включает:
Шкаф выпрямителя, шкаф выхода инвертора, система охлаждения водой, центральный пульт управления, устройство механической регулировки и т.д.
Система привода постоянного тока: регулятор скорости Euro 590
Управление двигателями формирующего и калибрующего станка: устройство управления Euro;
7 Стол для выравнивания труб
Готовые трубы движутся по роликовому столу и попадают на стенд. Затем простая упаковочная машина собирает трубы в нужную форму.
Двигатель роликового стенда: 3Квт, скорость регулируемая;
8 Инструмент:
Материал Cr12, твердость HRC58-62; материал сжимающего вала H13;
Размер инструмента: 25мм, 40мм, 90мм

 RU
RU
 EN
EN AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY