Descriere scurtă a produsului
| Nu. |
Articole |
Spec: |
| 1 |
Material |
Grosime: 0.8-3.5mm (conform cerințelor clientului)
Latimea de intrare:75~285mm(conform cerintei clientului)
Diametrul interior al bobinei:508mm
Diametru exterior al bobinei: Φ1100~Φ1600mm
material: oț carbon, oț cu carbon scăzut
|
| 2 |
Sursă de Alimentare |
6. Electricitate trifază 380V 50Hz (conform cerințelor clientului) |
| 3 |
Capacitatea electrică |
putere principală: Aproximativ 600KW |
| 4 |
viteză |
90m/min |
| 5 |
Greutate totală |
Aprox. 20 tone |
| 6 |
Dimensiune |
Aprox.(L*W*H) pentru mașina de formare prin rulare: Aprox. 23m*2m (conform utilizării) |
| 7 |
Stil de taieră |
Zbor tăiere decupaj |
Detalii despre produs Descriere
Viteza: 90m/min
Greutate totală: Aprox. 20 tone
Capacitate de putere: putere principală: Aprox. 600KW
Dezvoltor Hidraulic (cap double):
Masa de Tăiere și Saldare

Depozit Orizontal
Presa de Formare și Dimensiune:
Rol scarfing:

Talie cu zbor

Tabelul parametrilor produsului
1 Debobinatoare Hidraulice (cu cap dublu)
Debobinatoarea este concepută pentru a susține bobina de oțel și a furniza material de producție pentru întreaga linie de fabricație a tuburilor.
| Lățimea bandei |
75-240mm |
| Greutatea bandei |
bobina singură Max. 3 tone, total cu cap dublu max 6 tone |
| Tip extensie |
Extensie hidraulică |
| Frână |
Frein pneumatic |
| Rotație cap de lucru |
Rulare manuală |
| Lățimea bandei |
75-285mm |
| Grosimea benzii |
0.8~3.5mm |
| Tip de tăiere |
Tăiere hidraulică |
| Metoda de sudare |
Sudură cu arc de argon |
| Gazul Argon |
Puritate mai mare de 99.99% |
| Grad de oțel |
σb≤520 MPa σs≤235Mpa |
2 Mașină de tăiere și sudare
Mașina de tăiere și sudare se folosește pentru a taia capetele neregulate ale bandelor și apoi să leunească cele două capete ale bandei prin sudarea cu arc argon, cu tăiere pneumatică și sudare automată, timpul de lucru fiind de 2-3 minute.
| Lățimea bandei |
75-285mm |
| Grosimea benzii |
0.8~3.5mm |
| Tip de tăiere |
Tăiere hidraulică |
| Metoda de sudare |
Sudură cu arc de argon |
| Gazul Argon |
Puritate mai mare de 99.99% |
| Grad de oțel |
σb≤520 MPa σs≤235Mpa |
3 Depozit orizontal
Pentru a garanta producția continuă, Depozitul stochează banda, oferind timp operatorului de a utiliza mașina de tăiere și sudare pentru a conecta bandele. Dispozitivul este ușor de montat și simplu de operat.
| Lățimea benzii |
75~240mm |
| Grosimea benzii |
1.2~3.5mm |
| CapacitateStocare |
0m –300m |
| Viteza de alimentare |
Max 120m/min |
| Motor de alimentare |
18,5 kW |
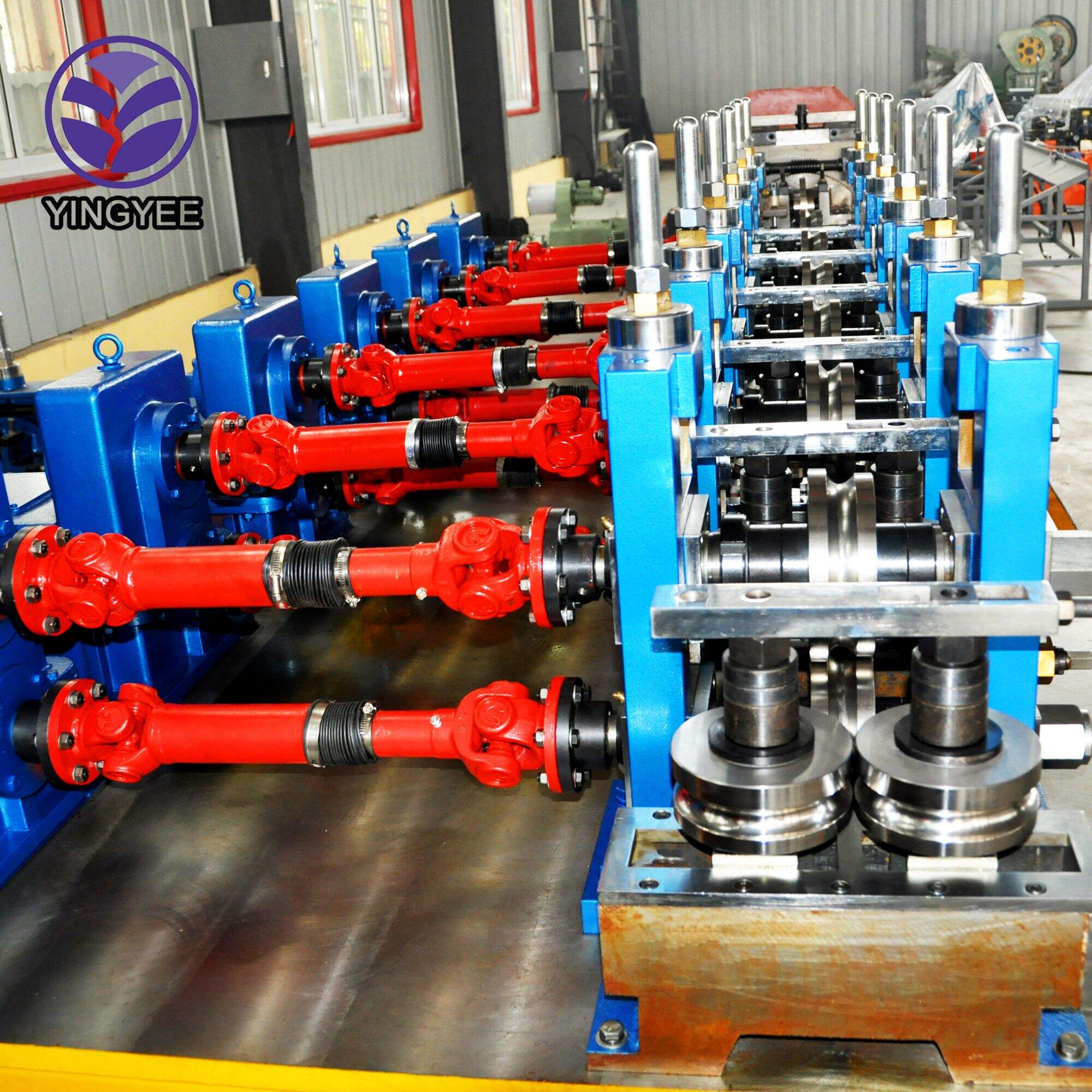
4 Mili de Formare și Dimensiune
Mili de Formare și Dimensiune, formează banda de oțel a unei anumite specificații în semifabricat tubular și le sugelează în cercuri cu curent HF. Când banda care se rostogolește treptat începe de la ghidajul lateral până la cutie de sutură și ajunge la sudatorul HF, modul de formare W roll și sudarea prin inducție adoptată în această linie de mili este un design probat. Cele două părți ale băndei sunt încălzite până la punctul de sutură și apoi sunt strânse împreună.
Următorii pași sunt eliminarea burilor de sutură, răcirea, ajustarea dimensiunii și dreptecarea aproximativă.
În acest mili se folosește metoda liniei de fundal orizontală și dublu rază pentru rotoare.
Această secțiune include mili de formare, mașina de sutură, dispozitivul de răcire și mili de ajustare a dimensiunii.
ø Parametrii tehnici principali:
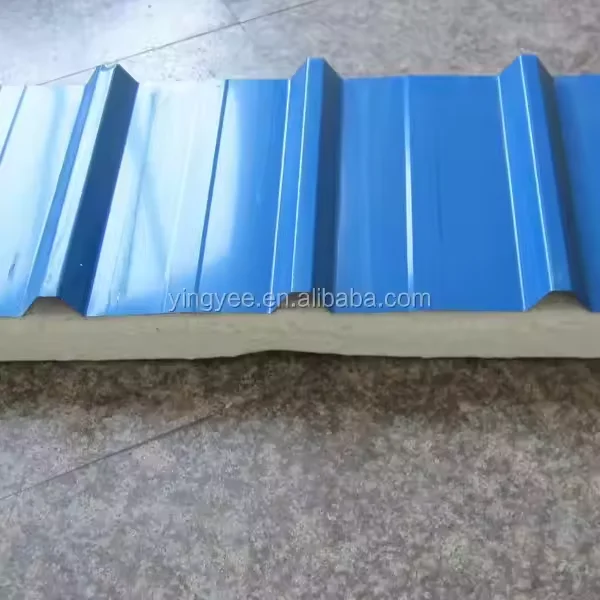
Diametru tub rotund: Φ 25~Φ90mm
Grosime tub rotund: 0,8mm~3,5mm
Tub pătrat: 20*20mm~70*70mm
Viteza maximă de lucru: 90m/min
Puterea motorului principal: DC185KW
Metoda de formare: Formare pe linie și „W”
ø Dispoziția stanților:
H reprezintă Stanța Orizontală, V reprezintă Stanța Verticală, T reprezintă Capul Turc
Dispoziție generală: Formare 7H8V, dimensiune 6H6V2T
Alimentare --- H1 --- H2 --- V1 --- H3 --- V2 --- H4 --- V3 --- V4 --- V5 --- H5 --- V6 --- H6 --- V7 --- H7 --- V8 -- Guidare --- Strângere -- Depulbere exterioară --- Lustruire --- Răcire cu apă --- V9 --- H8 --- V10 --- H9 --- V11 --- H10 --- V12 --- H11 --- V13 --- H12 --- V14 --- H13 --- T1 --- T2
parametri ale Mill-ului de Formare Ø
Dispozitiv de alimentare și nivelare: un set
Stând cu ruloaie orizontală:
Diametru axă ruloaie orizontală de 80mm, material 40Cr, proces termic integral al rolii, proces de indurare în frecvență ridicată la suprafață.
Materialul stândurilor de ruloaie din oțel fundit sau sudat, blocuri de schimbare a gearelor din oțel forjat 45;
Departe laterală când se schimbă roile;
Stând cu ruloaie verticală:
Diametru axă ruloaie verticală de 50mm, material 40Cr, proces termic integral al rolii, proces de indurare HF la suprafață;
Material de bază pentru rulment vertical: oțel fundit sau plăcuță sudată;
Cutie de distribuție cu reductoare: (cu arcul universal)
Corpul cutiei: plăcuță sudată
Material al reductoarelor: 20CrMnTi, carbonat și stivuit
Suport pentru ghidarea joieturii:
Suportul de rulment poate fi ajustat în mai multe direcții astfel încât joietura să fie ghidată corect în poziția de sudare.
cutie de sudare cu 2 ruloaie (2 Ruloaie) cu perlată:
Această secțiune este folosită pentru a comprima marginile încălzite HF, forjându-le împreună. Are 2 ruloaie care contură cele două jumătăți corespunzător în timpul forjării marginilor încălzite.
Diametrul axei ruloaiei laterale Φ55mm; Material al axlei de rulment 40Cr;
Rol scarfing:
Două benzi de scarificare pentru a elimina coarda de sudură exterioară; uneltele de scarificare pot fi ajustate orizontal și vertical, traverse și longitudinal, cu funcție de ridicare rapidă și două ruloaie de ținere.
Suport cu ruloaie de polire: Suport cu mișcare liberă
poli coarda de sudură după scarificare;
Structură: două ruloaie pasive, structură de gantri
Diametrul axei ruloaiei: 80mm, material din 40Cr
Secțiune de răcire cu apă: Lungime (2m)
Pulbere și imersie simultană pentru a răcii rapid tubul și a preveni deformarea acestuia la redimensionare.
Masa de redimensionare
Suport cu rolete orizontale: (Se consultă cel din masa de formare)
Suport cu rulament vertical: (Se consultă cel din masa de formare)
Suporturi Turks Head: 2 seturi
Patru rulate pe fiecare cap (suport) pot fi ajustate în mai multe direcții pentru a drepta tubul
invers și apoi să livreze un tub drept, format corect, introducându-l în secțiunea de tăiere liniar.
Diametrul axei roletei: 50mm, material din 40Cr;
Cutie de distribuție a treptelor: (Se consultă cel din masa de formare)
Sistem de propulsie principal:
DC185KW, cu redactor cu fațetă dură;
Toate bancile de lucru ale ușii
Axele de transmisie un set;
Conduite de apă în interiorul măcinii tubulare
5. Saw de tăiere cu zbor
Saw de tăiere cu zbor este folosit pentru a taia preciz pipele la lungime automat, sub condiția că tubul este livrat continuu din măcină la o viteză ridicată.
| Diametrul țevii |
φ25mm~90mm |
| Greutatea specifică a tubului |
0.8-3.5mm |
| Lungime fixă de tăiere |
6m |
| Precizie de tăiere |
0-6mm |
| Motor de tăiere cu saw |
30 kW |
| Motor de conducere al caruței |
22 KW |
| Dimensiunea pânzei de ferăstrău |
600mm |
| Viteza de tăiere |
Max. 90m/min |
6. Solid-state Saldator de înaltă frequence: 300 KW
Structura principală a circuitului saldatoarei cu frecvență variabilă bazată pe stare solidă este o structură tipică AC-DC-AC de variație a frecvenței. Rectificatorul utilizează un circuit de rectificare cu control al fazei bazat pe pontaj tri-fazic cu tiroistori, iar partea DC folosește inductor și capacitor pentru a compune un filtru LC care satisface cerințele de lucru ale inversorului de tip tensiune. Inversorul de tip tensiune adoptă o structură modulară paralelă pentru a extinde puterea de alimentare, fiecare modul de inversare fiind un circuit tri-fazic MOSFET conectat la un circuit rezonant serial prin intermediul unui transformator de potențial H.F. Pe de o parte, transformatorul de potențial realizează combinarea puterii și potrivirea impedenței; pe de altă parte, realizează izolarea electrică a sarcinii și a sursei de alimentare. Pentru a proteja eficient și repede împotriva defecțiunilor de supra-curent ale inversorului de tip tensiune, compania noastră a introdus un circuit special de protecție împotriva supra-curentului, care asigură funcționarea sigură și stabilă a inversorului.
Saldatorul include:
Cabinet de rectificator comutat, cabinet de ieșire a inversorului, sistem de răcire apa-apa, masă de control centrală, dispozitiv de ajustare mecanică și alte componente.
Sistem de motor DC: regulatoare de viteză Euro 590
Control al motoarelor pentru presa de formare și dimensiune: dispozitiv de control Euro;
7 Masa de derivare
Tuburile finalizate curg pe masa cu rolete și ajung la banc. Apoi, mașina de ambalaj simplă colectează tuburile în forma dorită.
Motorul banchetelor cu rolete: 3Kw, viteză ajustabilă;
8 Instrumente:
Material Cr12, duretă HRC58-62; materialul roletei de presare H13;
Dimensiunea instrumentelor: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY