Product Korte Beschrijving
| Nee. |
Artikelen |
Specificatie: |
| 1 |
Materiaal |
Dikte: 0,8-3,5mm (volgens klantenspecificatie)
Invoer breedte:75~285mm (volgens de klant requirement)
Binnen Diameter van Coils:508mm
Buitendiameter van spoelen: Φ1100~Φ1600mm
materiaal: koolstofstaal, laagkoolstofstaal
|
| 2 |
Stroomvoorziening |
6. 380V drie-fasen elektriciteit 50Hz (volgens klantenspecificatie) |
| 3 |
Vermogenscapaciteit |
hoofdvermogen: Ongeveer 600KW |
| 4 |
snelheid |
90m/min |
| 5 |
Totaal gewicht |
Ongeveer 20 ton |
| 6 |
Afmeting |
Ongeveer (L*B*H) voor rolvormmachine: Ongeveer 23m*2m (volgens gebruik) |
| 7 |
Snijstijl |
Vliegende zaag snijden |
Productdetails beschrijving
Snelheid: 90m/min
Totale gewicht: Ongeveer 20 ton
Capaciteit van vermogen: hoofdvermogen: Ongeveer 600KW
Hydraulische Uncoiler (Dubbele kop):
Snij- en Lastermachine

Horizontale Accumulator
Formen & Afmetingen Rolmolen:
Scarfing rolstand:

Vliegende zaag

Productparameters tabel
1 Hydraulische Uncoiler (dubbele kop)
De uncoiler is ontworpen om de staalrol te ondersteunen en productiemateriaal te leveren voor de hele buisconstructielijn.
| Breedte van de band |
75-240mm |
| Gewicht van de band |
enkel rol Max. 3 ton, dubbele kop totaal max 6 ton |
| Uitbreidings type |
Hydraulische uitbreiding |
| Rem |
Pneumatische rem |
| Werkkop draaien |
Handmatig draaien |
| Breedte van de band |
75-285mm |
| Bands dikte |
0.8~3.5mm |
| Snijtype |
Hydraulische snijder |
| Lasmethode |
Argon booglassen |
| Argongas |
Pureiteit meer dan 99.99% |
| Staalgraad |
σb≤520 MPa σs≤235Mpa |
2 Snijden & Lassen Machine
De Snijden & Lassen Machine wordt gebruikt om de oneffen einden van de banden af te knippen en de twee band-einden vervolgens met argonbooglassen aan elkaar te verbinden, met pneumatische knipfunctie en automatisch lassen, werkzaamheidstijd van 2-3 minuten.
| Breedte van de band |
75-285mm |
| Bands dikte |
0.8~3.5mm |
| Snijtype |
Hydraulische snijder |
| Lasmethode |
Argon booglassen |
| Argongas |
Pureiteit meer dan 99.99% |
| Staalgraad |
σb≤520 MPa σs≤235Mpa |
3 Horizontale Accumulator
Om een continue productie te garanderen, bewaart de Accumulator strip, wat de operator voldoende tijd biedt om de schaar en eindwelder te gebruiken om de strips met elkaar te verbinden. Het apparaat is handig bij installatie en gemakkelijk te bedienen.
| Strip breedte |
75~240mm |
| Bands dikte |
1.2~3.5mm |
| Opslagcapaciteit |
0m –300m |
| Voedingsnelheid |
Max 120m/min |
| Voedingsmotor |
18.5KW |
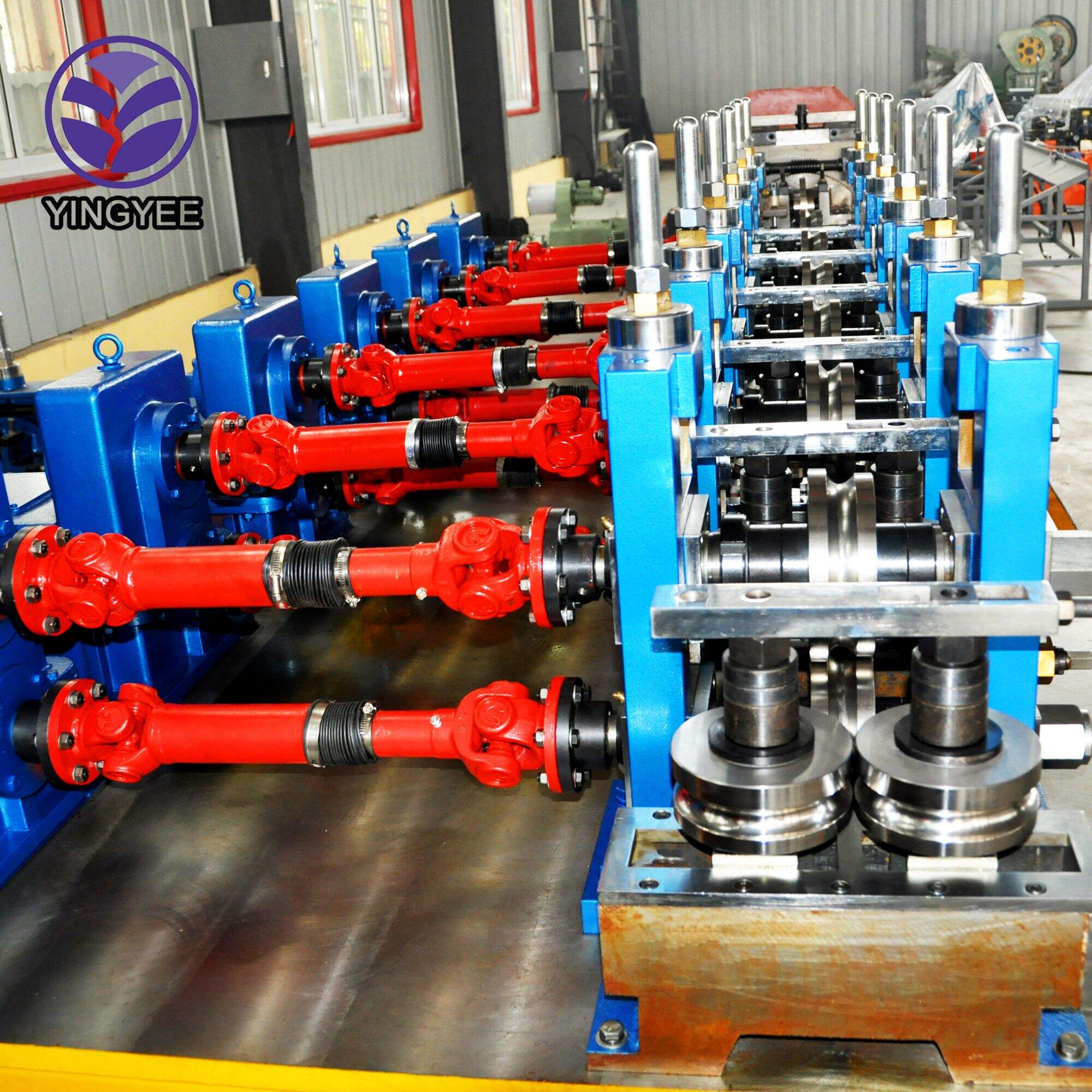
4 Vorm- & AfmetingsRolmolen
De Vorm- & AfmetingsRolmolen vormt de staalstrip van een bepaalde specificatie tot buisblank en weldt ze met HF-stroom tot ronde vormen. Wanneer de geleidelijk gerolde strip vanaf de randgids naar het weldaadstuk gaat, wordt in deze rollijn het W-rollen vormdesign en inductiewelding toegepast, wat een bewezen ontwerp is. De twee kanten van de strip worden verwarmd tot het weldpunt en samen gedrukt.
Daarna volgen het verwijderen van de weldbeads, koeling, afmeten en ruwe rechttrekking.
De methode van de horizontale onderste lijn wordt in deze molen gebruikt, met dubbele straal voor de rolstenen.
Deze sectie omvat de vormmolen, de lasmachine, het koelapparaat en de afstemmolen.
ø Hoofdtechnische parameters:
Ronde buisdiameter: Φ 25~Φ90mm
Dikte ronde buis: 0,8mm~3,5mm
Vierkante buis: 20*20mm~70*70mm
Max. Werk snelheid: 90m/min
Hoofdmotorvermogen: DC185KW
Vormmethode: Onderste lijn en “W”-vorming
ø Molenstandaard uitkomst:
H staat voor Horizontal Stand, V staat voor Vertical Stand, T staat voor Turk Head
Algemene indeling: Vormen 7H8V, afmetingen 6H6V2T
Voeden---H1---H2---V1---H3---V2---H4---V3---V4---V5---H5---V6---H6---V7---H7---V8-- Leiden --- Squeezing-- Buiten de-burring --- Poetsen --- Waterkoeling ---V9--- H8---V10---H9---V11---H10---V12---H11---V13---H12---V14---H13---T1---T2
ø Vormmolenparameters
Voeden en leveling apparaat: Een set
Horizontale rolstand:
Horizontale rolas van 80mm diameter, materiaal van 40Cr, geheel roll thermisch verfijnd verwerkt, oppervlak hoogfrequent verhard verwerkt.
Rolstanden materiaal gegoten staal of plaat geweld, versnellings schuifblok van 45 gesmeed staal;
Zijkant afzetten bij het wisselen van de rollen;
Verticale rolstand:
Diameter van de verticale rolas van 50mm, materiaal van 40Cr, geheel rollen thermisch verwerkt, oppervlak HF-smaakverhard;
Bodemplaat van de verticale rol: gegoten staal of plaat gesoldeerd;
Versnellingsdoos: (met universele as)
Dooslichaam: plaat gesoldeerd
Tandwielmateriaal: 20CrMnTi, carburiseren en quenchen
Naadgidsstand:
De rolstand kan in verschillende richtingen worden aangepast zodat de naad correct wordt geleid naar de solderpositie.
2-rol Solderdoos (2 Rollen) met schaafbal:
Deze sectie wordt gebruikt om de twee HF-verhitte randen samen te persen en ze samen te smeden. Het heeft 2 rollen om de twee helften goed te contouren tijdens het smeden van de twee verhitte randen.
Zijrol as diameter Φ55mm; Rolas materiaal 40Cr;
Scarfing rolstand:
Twee schaafstanden om de externe naad te verwijderen; het schaagere具 kan horizontaal en verticaal worden aangepast, zowel dwars- als lengswijs, met een snelhef functie en twee vasthoudrollen.
Polish rolstand: Vrij drijvende stand
de naad poetsen na het schaven;
Structuur: twee passieve rollen, kraanstructuur
Rolas diameter: 80mm, materiaal 40Cr
Waterkoeling sectie: Lengte (2m)
Gelijktijdig spuiten en onderdompelen om de buis snel te laten afkoelen en te voorkomen dat de buis vormt tijdens het afmeten.
Afmetingsmolen
Horizontale rolstand: (Verwijzen hiervoor naar de vormmijn)
Verticale rolstand: (Verwijzen hiervoor naar de vormmijn)
Turks Hoofd Stands: 2 sets
Vier rollen op elk hoofd (stand) kunnen in verschillende richtingen worden aangepast om de buis te rekken
omgekeerd en vervolgens een rechte buis correct gevormd te leveren, waarna de buis recht wordt doorgestuurd naar de snijsectie.
Asdiameter van de rol: 50mm, materiaal van 40Cr;
Verspreidingsdoos voor versnelling: (Verwijzen hiervoor naar de vormmijn)
Hoofddrijfsysteem:
DC185KW, met hardface verminderder;
Alle werktafels van de molen
Transmissaschapen, één set;
Waterleidingen binnen de buismolen
5. Vliegende snijzagen
De vliegende snijzaag wordt gebruikt om de buis nauwkeurig tot lengte te snijden, automatisch onder de voorwaarde dat de buis continu uit de molen wordt afgeleverd op hoge snelheid.
| Diameter van de pijp |
φ25mm~90mm |
| WT van de buis |
0,8-3,5mm |
| Vaste snijlengte |
6m |
| Snijnauwkeurigheid |
0-6mm |
| Zaag snerpende motor |
30 kW |
| Voertuig aandrijvende motor |
22 KW |
| Zaagbladmaat |
600mm |
| Snelheid van Knippen |
Max. 90m/min |
6. High Frequency Solid-state Laster: 300 KW
De hoofdschakeling van de solid state H.F. welder heeft een typische AC-DC-AC variabele frequentie structuur. De rectifier gebruikt een 3-fase brugtype thyristor fasecontrole rectifier schakeling, de DC-zijde gebruikt een inductor en capacitor om een LC-filter samen te stellen dat voldoet aan de werkeisen van een spanningstype omvormer. De spanningstype omvormer gebruikt een modulariseringsparallelstructuur om de vermogensvoorziening uit te breiden; elk omvormermodule is een enkelvoudige MOSFET-brugschakeling die verbonden is met een reeksonderdrukresonantiestankcircuit via een H.F. matching transformer. Aan de ene kant realiseert de matching transformer machtscombinatie en impedantieaanpassing; aan de andere kant realiseert het elektrische isolatie tussen de last en de voeding. Om effectieve en snelle bescherming tegen overstroom storingen van de spanningstype omvormer te bieden, introduceert ons bedrijf een speciale en stabiele overstroombeschermingschakeling die veilig en stabiel draaien van de omvormer waarborgt.
De welder bevat:
Schakelaar rectificatiekast, inverter uitvoerkast, water-water koelsysteem, centrale controletafel, mechanische aanpassingsapparatuur enzovoort.
DC-aandrijfsysteem: Euro 590 snelheidsregelaar
Vorm- en afmetingsmolenmotorbesturing: Euro besturingsapparaat;
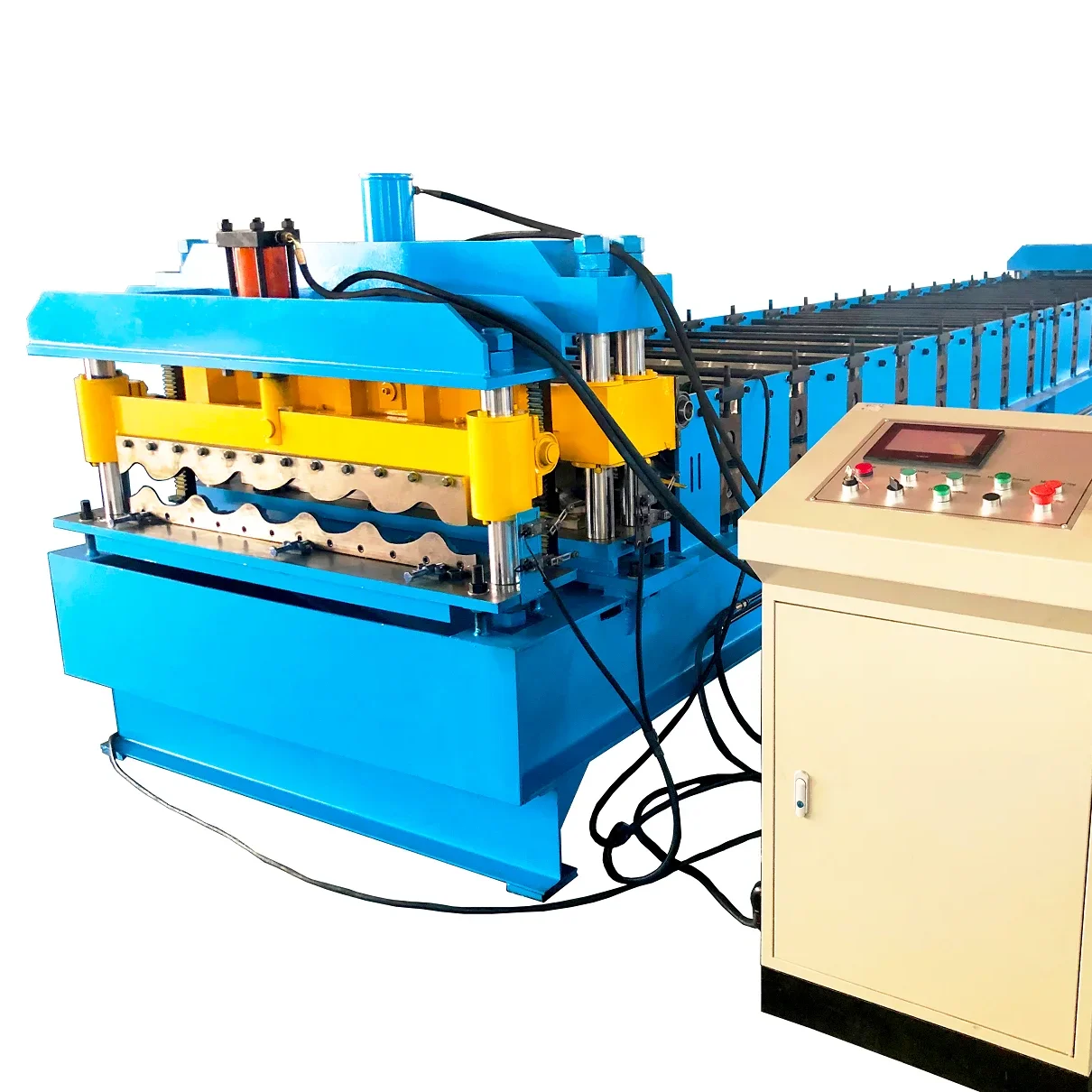
7 Uitlooptafel
De voltooide buizen lopen langs de roltafel en gaan naar de werkbank. Daarna verzamelt een eenvoudige verpakkingsmachine de buizen in de gewenste vorm.
Motor van rolbank: 3Kw, snelheid aanpasbaar;
8 Gereedschap:
Materiaal Cr12, hardheid HRC58-62; materialen voor persrol H13;
Gereedschapsmaat: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY