Кратко опис на производот
| Не, не можам. |
Предмети |
Спецификација: |
| 1 |
Материјал |
Дебелина: 0.8-3.5mm (според барањето на клиентот)
Внесна ширина:75~285мм(според барањето на клиентот)
Внатрешен пречник на котли:508мм
Спoredниот пречник на котлите: Φ1100~Φ1600mm
материја: вуглен стомак , Нисок вуглен стомак
|
| 2 |
Напојување |
6. 380В трифазно електричество 50Hz (според барањето на клиентот) |
| 3 |
Капацитет на снага |
главна моќ: Околу 600KW |
| 4 |
брзина |
90m/мин |
| 5 |
Вкупна тежина |
Околу 20 тони |
| 6 |
Димензија |
Околу (Д*Ш*В) за машината за формирање на роли: Околу 23м*2м (според употребата) |
| 7 |
Начин на сечење |
Летување на пиляне и секање |
Детали за производот Опис
Брзина: 90м/мин
Укупна тежина: Приближно 20 тона
Капацитет на енергија: главна сила: Приближно 600KW
Хидраuliчко размотувач (Двоглав):
Машин за секање и варење

Хоризонтален акумулатор
Обликување и машински мили:
Секачки валови:

Пилата за летување

Табела на производите
1 Хидраulički Uncoiler (dvojna glava)
Uncoiler-ot е projektiran да поддржува челичниот спирален рулон и да обезбедува производствени материји за целата линија на трубен завод.
| Ширина на лента |
75-240mm |
| Тежина на лента |
еден рулон макс. 3 тоны, двојна глава.ukupno maks. 6 тона |
| Тип на проширување |
Хидраuličko проширување |
| Тормоз |
Пневматичен френо |
| Со работна глава за旋转 |
Ручно вртење |
| Ширина на лента |
75-285mm |
| Дебелина на лента |
0.8~3.5mm |
| Тип на секање |
Хидраuliчко сечење |
| Метод на сварување |
Аргонска дуговна сварување |
| Аргонски гас |
Чистота повеќе од 99.99% |
| Спека целик |
σb≤520 МПа σs≤235Мпа |
2 Сечни и сварувачки машини
Машината за стригање и сварување се користи за отсечување на нередните краеви на лентите, а потоа ги спојува два края на лентите преку аргонска дуговна сварка, со пневматично стригање и автоматско сварување, при што времето за работа е 2-3 минути.
| Ширина на лента |
75-285mm |
| Дебелина на лента |
0.8~3.5mm |
| Тип на секање |
Хидраuliчко сечење |
| Метод на сварување |
Аргонска дуговна сварување |
| Аргонски гас |
Чистота повеќе од 99.99% |
| Спека целик |
σb≤520 МПа σs≤235Мпа |
3 Хоризонтален Акумулатор
За да се осигури непрекинато производство, Акумулаторот чува лента, овозможувајќи време на операторот да користи стригачката и уредот за спојување на краевите на лентите. Уредот е удобен за инсталирање и лесен за управување.
| Широчина на лентата |
75~240mm |
| Дебелина на лента |
1.2~3.5mm |
| Капацитет за чување |
0m –300m |
| Брзина на подавање |
Максимум 120m/мин |
| Хранење Мотор |
18,5 kw |
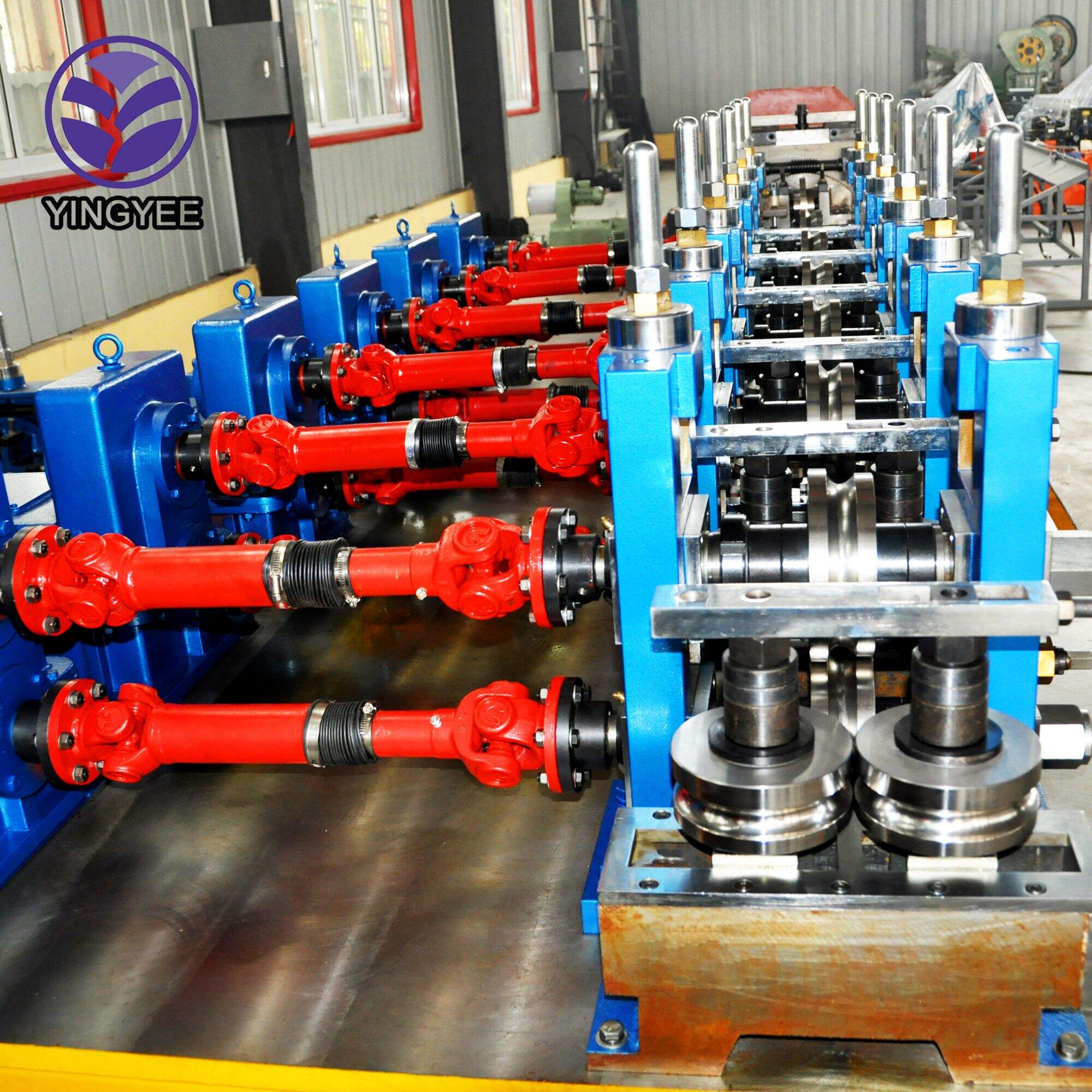
4 Обликување и Димензионирање Мил
Обликувањето и Димензионирањето Мил формира стаљан лист од определена спецификација во трубен пресметок и ги сварува со HF ток. Кога постепенно вртечкиот лист почнува од релот за водење до сварувачката кутија и стигне до HF сварувачот, W рол обликот на формирање и индуктивното сварување што се користат во овој мил линија се доказани дизајни. Двата страни на листот се загреуваат до сварувачкиот точок и потоа се сжимаат заедно.
Потоа следат отстранување на сварувачките жлези, хлаждање, димензионирање и приближно правување.
Во овој мил се користи методот на хоризонтална долна линија и двојен радиус за роловите.
Оваа секција вклучува обликување мил, сварувачка машина, уред за хлаждање и димензионирање мил.
ø Главни технички параметри:
Диаметар на кругла троба: Φ 25~Φ90мм
Дебелина на круглата троба: 0.8мм~3.5мм
Квадратна троба: 20* 20мм~70*70мм
Макс. работен брзина: 90м/мин
Снага на главниот мотор: DC185KW
Метод на формирање: Дно линија и „W“ формирање
ø Расположување на стаповите:
H означува Хоризонтална Стап, V означува Вертикална Стап, T означува Турк Хед
Општо распоредување: Формирање 7H8V, размерување 6H6V2T
Хране---H1---H2---V1---H3---V2---H4---V3---V4---V5---H5---V6---H6---V7---H7---V8-- Рачење --- Стиск --- Спиљување одвне --- Полирање --- Водено охлаждање ---V9--- H8---V10---H9---V11---H10---V12---H11---V13---H12---V14---H13---T1---T2
ø Параметри на формирачката машина
Успоставувачка и равнечинска апаратура: Една сетка
Хоризонтален вал за ролки:
Диаметар на хоризонталната ос од 80мм, материја 40Cr, целосен термички обработен вал, површински високочестотен отпалив proces.
Материја на рамките за ролки од ливен челик или засечени плочи, гирови и слайдер блокови од кована 45 стомана;
Страно одстапување при смени на ролките;
Вертикална рамка за ролки:
Диаметар на вертикалната ос од 50мм, материја 40Cr, целосен термички обработен вал, површински HF отпалив proces;
Материја на основата за вертикалните ролки од ливен челик или засечени плочи;
Гирова distribucija кутија: (со уникому шип)
Телото на кутијата: засечени плочи
Материјал на шестерка: 20CrMnTi, карбурирање и отпуштање
Стојка за водење на џепот:
Ролна стојката може да се прилагоди во неколку насоки така што ја води џепот во правилната позиција за спајање.
спајачка кутија со 2 ролни (2 ролни) со џеп за џеп:
Овој дел се користи за притиснување на двата HF.opengрети резби, формирајќи ги заедно. Тоа има 2 ролни за правилно контурирање на двете половини во моментот на формирање на двата.opengрети резби.
Пречник на оската на бочната ролна Φ55mm; Материјал на ролната оска 40Cr;
Секачки валови:
Две скафинг стоечки за отстранување на надворешниот споен џеп; инструментот за скафинг може да се регулира хоризонтално и вертикално, попрек и долж, како и со функција за брзо издигнување и две ролни за чување.
Ролна стојка за полиривање: Свободна приводна стојка
полиривање на спојниот џеп по скафинг;
Структура: две пасивни ролни, кранова структура
Пречник на вртежната оска: 80mm, материја од 40Cr
Секција за воден охлажување: Долžина (2м)
Спрскинување и потапување во исто време за брзо охлажување на цевката и спречување на формирање на цевката при димензионирање.
Димензионирачка милица
Хоризонтална вртежна станија: (Погледајте го тој во формирачката милица)
Вертикална вртежна станија: (Погледајте го тој во формирачката милица)
Турчински глави: 2 комплети
Четири вртежни лопasti на секоја глава (станија) можат да се регулираат во неколку насоки за изправување на цевката
обратно и потоа да предадат правилно формирана цевка во сечката секција.
Пречник на вртлива оска: 50мм, материјал од 40Cr;
Гиро дистрибутивна кутија: (Погледајте го тој во формирачката милица)
Главен приводен систем:
DC185KW, со хард фейс редуктор;
Сите мелни работни столи
Приводни оски една сет;
Водоводни цеви во трубеното токовод
5. Летуча режачка пилка
Летучата режачка пилка се користи за прецизна секање на цевката по должина автоматски под услов дека цевката непрекинато се испраќа од мелното на висока брзина.
| Пречник на цевката |
φ25mm~90mm |
| Тежина на цевката |
0.8-3.5mm |
| Фиксна секирачка должина |
6m |
| Точност на сечење |
0-6mm |
| Мотор за секирање |
30 KW |
| Мотор за движение на возило |
22 KW |
| Димензија на секирачката лезје |
600MM |
| Брзина на сечење |
Макс. 90м/мин |
6. Солиден високочестотен сварувач: 300 КВ
Главната циркулација на солидниот високочестотен сварувач е типична структура со променлива честота AC-DC-AC. Ректификаторот користи трифазен мостовиден тириторски фазен контролен ректификаторски циркул, а страничниот дел DC го состои индуктор и кондензатор кои формираат LC филтер кој задоволува работните барања за напонски тип инвертор. Напонскиот инвертор користи модуларна паралелна структура за да ја зголеми моќта на електроприводот, секој модул на инверторот е единфазен MOSFET мостовиден циркул поврзан со серијен резонансен танков циркул преку високочестотен спореден трансформатор. Од една страна, споредниот трансформатор го освојува моќниот комбинациски и импедансниот прилагодување; од друга страна тој го изолира натоварувањето од електроприводот. За да се оствари ефективна и брза заштита од прекомерно токово помалфункционирање на напонскиот инвертор, нашата компанија ја воведува специјалната и стабилна заштитна циркул за прекомерен ток што гарантира безбедно и стабилно функционирање на инверторот.
Сварувачот вклучува:
Кабинет за превојник, кабинет за излаз на инвертерот, систем за охлажување од вода до вода, централна контролна табела, уред за механичка регулација итн.
Систем за ДЦ привод: Европски регулатор на брзина 590
Контрола на моторите за формирање и димензионирање: Уред за kontrola Euro;
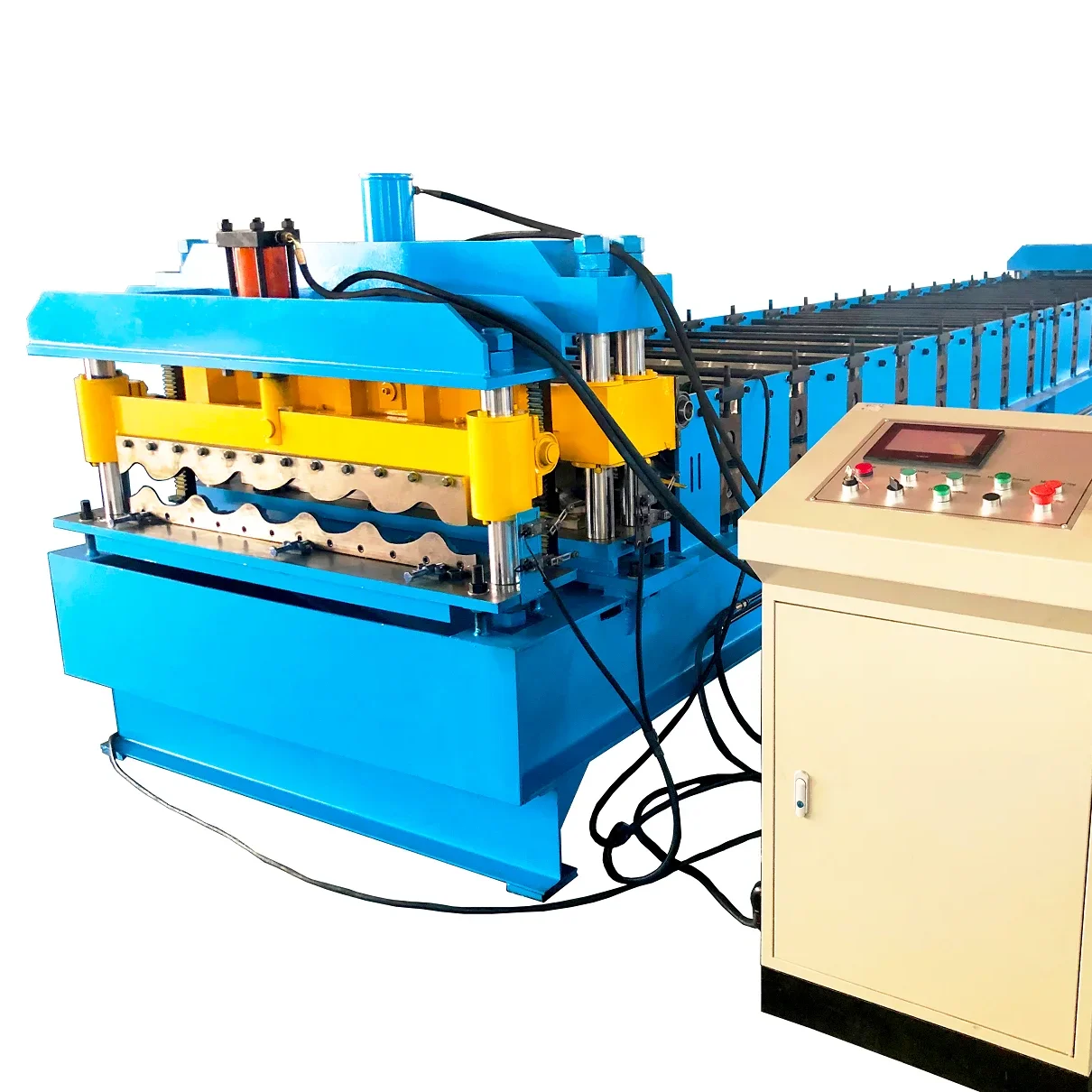
7 Табела за излегување
Добиените цевки се движе по ролската табела и одат кон работниот стол. Потоа, прост ембалажен машин ги собира во потребен облик.
Мотор на ролскиот стол: 3Kw, со регулирање на брзината;
8 Опрема:
Материјал Cr12, тврдост HRC58-62; материјал за притиснување на ролките H13;
Димензии на опремата: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY