Პროდუქტის კლასტრის აღწერა
| Ნომერი |
Ნივთები |
Სპეციფიკაცია: |
| 1 |
Მასალა |
Სიღრმე: 0.8-3.5 მმ (მომხმარებლის მოთხოვნის მიხედვით)
Ინფორმაცია სიგანეზე: 75~285 მმ (მომხმარებლის მოთხოვნას შორის)
Ქულების შიგა დიამეტრი: 508 მმ
Ქურეების გარე დიამეტრი: Φ1100~Φ1600მმ
მასალა: კარბონური მასალა, დაბალ კარბონური მასალა
|
| 2 |
Ელექტროენერგიის მიწოდება |
6. 380V სამფაზური ელექტროენერგია 50Hz (მომხმარებლის მოთხოვნის მიხედვით) |
| 3 |
Ძალის მოსამართლება |
ძირითადი ძალა: შესაბამისად 600KW |
| 4 |
სიჩქარე |
90მ/წმ |
| 5 |
Საერთო წონა |
Შესაბამისად 20 ტონა |
| 6 |
Ზომა |
Შესაბამისად (D*W*H) როლის ფორმირების მაशინისთვის: შესაბამისად 23მ*2მ (მომხმარებლის მოთხოვნის მიხედვით) |
| 7 |
Ჭრის სტილი |
Ფრენის დაჭრივა და გამოჭრივა |
Პროდუქტის დეტალები აღწერა
Სიჩქარე: 90 მ/წ
Საერთო წონა: აპროქს. 20 ტონა
Ძალის მოცულობა: ძირითადი ძალა: აპროქს. 600KW
Ჟიდრაულიკური გამოყოფი (ორმაგი):
Ჭრივი და შეკრული მაशინა

Ჰორიზონტული აკუმულატორი
Ფორმირების და ზომის მილი:
Ჭრივი როლის სტანდი:

Ფრენის დაჭრივი საჭრივი

Პროდუქტის პარამეტრების ცხრილი
1 ჰიდრაულიკური გაფხვრებული (ორმაგი სათავე)
Გაფხვრებული შექმნილია სისტემის მთლიანი ღირებულების წყაროს მისცემისა და სპირალის მხარდაჭერისთვის.
| Ზოლის სიგანე |
75-240მმ |
| Ზოლის წონა |
ერთი სპირალი მაქს. 3 ტონი, ორმაგი სათავე ჯამში მაქს. 6 ტონი |
| Გაფართოების ტიპი |
Ჰიდრაულიკური გაფართოება |
| Მუხრუჭი |
Პნევმატიკური გამძლე |
| Სამუშაო სათავის გარდაქმნა |
Ხელით გადაბრუნება |
| Ზოლის სიგანე |
75-285მმ |
| Ზოლის სისქე |
0.8~3.5მმ |
| Ჭრის ტიპი |
Ჰიდროლიკური ჭრისვლები |
| Სველის მეთოდი |
Არგონის არქის შეკრულება |
| Არგონის გაზი |
Ჩანაწერი 99.99%-ზე მეტი |
| Ფოლადის ხარისხი |
σb≤520 მპა σs≤235მპა |
2 ჭრისვლის და შეკრულების მაशინი
Ჭრისვლის და შეკრულების მაშინა იყენება ლამების არაწესრიცხვითი ბოლოების ჭრისვლისთვის და შემდეგ არგონის არქის შეკრულების გამოყენებით ორი ლამის ბოლოების შეკრულებისთვის, პნევმატიკური ჭრისვლებით და ავტომატური შეკრულებით, მუშაობის დრო 2-3 წუთი.
| Ზოლის სიგანე |
75-285მმ |
| Ზოლის სისქე |
0.8~3.5მმ |
| Ჭრის ტიპი |
Ჰიდროლიკური ჭრისვლები |
| Სველის მეთოდი |
Არგონის არქის შეკრულება |
| Არგონის გაზი |
Ჩანაწერი 99.99%-ზე მეტი |
| Ფოლადის ხარისხი |
σb≤520 მპა σs≤235მპა |
3 ჰორიზონტალური აკუმულატორი
Გარანტირებული უწყვეტელი პროდუქციისთვის, აკუმულატორი შენახავს ჩანაწერს, რათა მომავალს მოსაძრაობა გაძლევინა ღრმების დაკავშირებისთვის და დასაკავშირებლად. აპარატი სასარგებლოა მონტაჟში და მარტივი მუშაობის დროს.
| Ზოლის სიგანე |
75~240მმ |
| Ზოლის სისქე |
1.2~3.5მმ |
| StoringCapacity |
0მ –300მ |
| Მომწიდვანი სიჩქარე |
Მაქსიმუმ 120მ/წუთი |
| Feeding Motor |
18,5 კვტ |
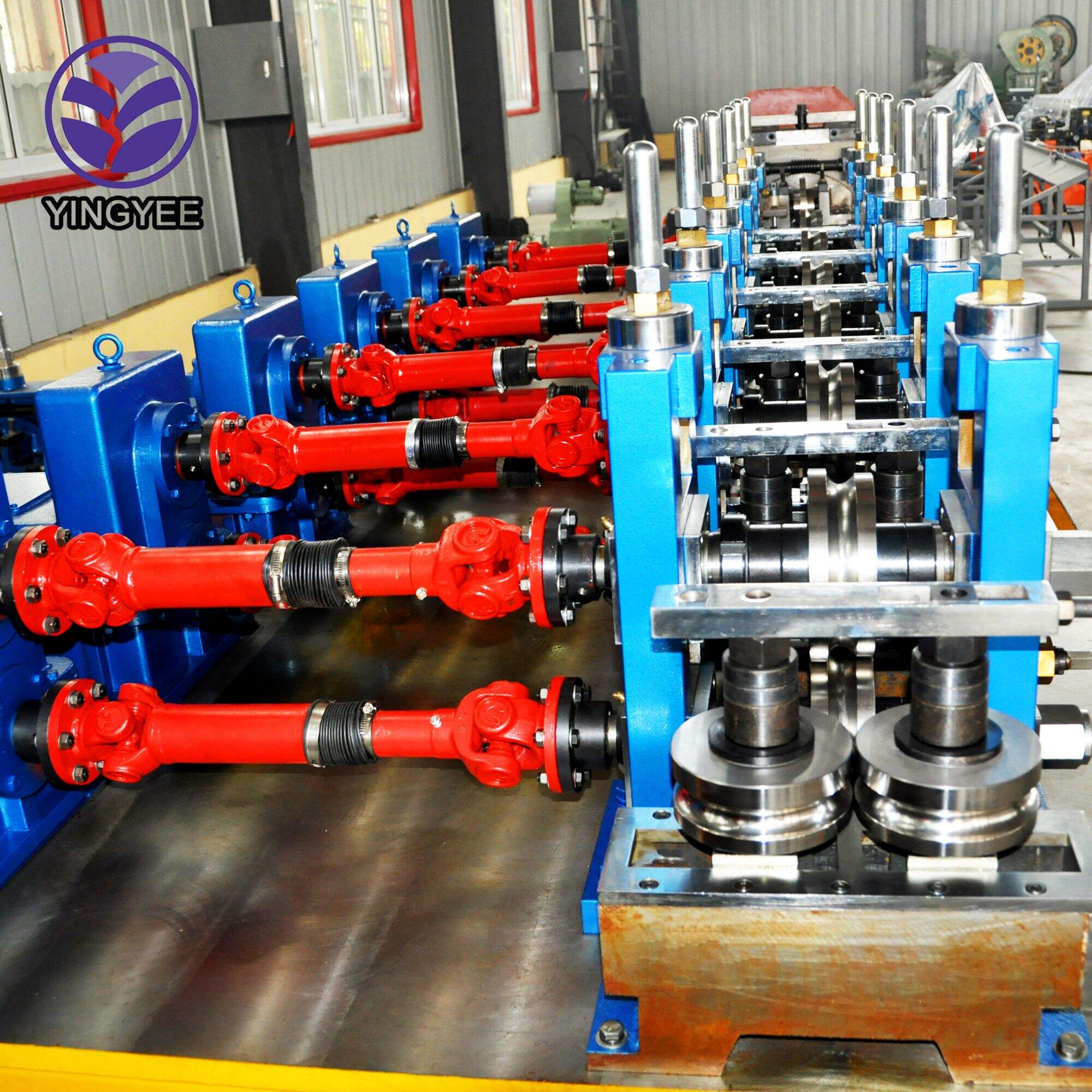
4 Forming & Sizing Mill
Forming & Sizing Mill-ი ფორმირებს მასალას განსაკუთრებული სპეციფიკაციით ტუბებად და იკავშირებს მათን წრიულად HF მიმდინარე მიმდინარეობით. როდესაც მასალა წნევის განსაკუთრებული რეჟიმით წვდომა აქვს HF კავშირებლამდე, W როლის ფორმირების რეჟიმი და ინდუქციური კავშირები ამ მილი ხაზზე არის დამტკიცებული დიზაინი. ჩანაწერის ორივე მხარე გათბობულია კავშირის წერტილზე და ერთმანეთში აკავშირებს.
Შემდეგ არის სვანის ბუჭების ამოღება, გამყარება, ზომის განსაზღვრა და ზოგადად გაწერილი გამოსწორება.
Ამ მილში გამოიყენება ჰორიზონტალური ქვედა ხაზის მეთოდი და ჩოვნის ორმაგი რადიუსი.
Ამ სექციაში შედგება ფორმირების მილი, კავშირის მაशინი, გამყარი აპარატი და ზომის მილი.
ø ძირითადი ტექნიკური პარამეტრები:
Გარე მართკუთხა მახვილი: Φ 25~Φ90mm
Გარე მართკუთხა მახვილის სიthic: 0.8mm~3.5mm
Კვადრატული მახვილი: 20* 20mm~70*70mm
Მაქსიმალური მუშაობის სიჩქარე: 90m/мин
Მთავარი მოტორის ძალა: DC185KW
Ფორმირების მეთოდი: ქვედა ხაზი და „W“ ფორმირება
ø Mill დამატებითი გეგმა:
H ნიშნავს ჰორიზონტალურ სტანდი, V ნიშნავს ვერტიკალურ სტანდი, T ნიშნავს ტურქული თავი
Ძველი გეგმა: Ფორმირება 7H8V, ზომის განსაზღვრა 6H6V2T
Მოწოდება---H1---H2---V1---H3---V2---H4---V3---V4---V5---H5---V6---H6---V7---H7---V8-- მისამართებელი --- ჩაჭრა -- გარე დებურინგი --- გამოსახატვა --- წყალის გამოსაცხელი ---V9--- H8---V10---H9---V11---H10---V12---H11---V13---H12---V14---H13---T1---T2
ø Forming Mill Parameters
Მოწოდების და დონის მოწყობილობა: ერთი სეტი
Ჰორიზონტალური როლის სტანდი:
Ჰორიზონტალური როლის ღერძის დიამეტრი 80 მილიმეტრი, მასალა 40Cr, მთელი როლი თერმოპროცესის გადაკვეთილი, ზედა სიხშირის გამომაგვირებელი.
Როლის სტანდების მასალა ქარის გარეშე ან თაბლოს სვრცელი, 45 გარბენის გიგა, გეროს სლაიდერი;
Გახსნა მხირების შეცვლისას;
Ვერტიკალური როლის სტანდი:
Ვერტიკალური როლის ღერძის დიამეტრი 50 მმ, მასალა 40Cr, მთელი როლი თერმიულად გამუშავებული, ზედა ფართი HF-ის გარეშე გამუშავებული;
Ვერტიკალური როლის ბაზის მასალა ქასტი სტილი ან პლატოს წყვილი;
Გეროების განაწილების ყუთი: ( უნივერსალური ღერძით )
Ყუთის სახე: პლატოს წყვილი
Გეროების მასალა: 20CrMnTi, ავადმყოფების და გარეშე გამუშავებული
Შეკვეთის სტანდი:
Როლის სტანდი შეიძლება გადაადგილდეს რამდენიმე მიმართულებით, რათა შეკვეთა სწორად იყო სველის მდგომარეობაში.
2 როლიანი Weld ბოქსი (2 როლი) სარტყმელი ბუხარით:
Ეს სექცია გამოიყენება ორი HF გათბობილი კраების შეწყვეტისთვის, რათა ისინი ერთად ჩართონ. აქ არის 2 როლი, რომლებიც გარანტირებენ რომ ორივე ნახევარი იყოს სწორად ფორმირებული გათბობილი კრაების დროს.
Გვერდითი როლის ღერძის დიამეტრი Φ55მმ; როლის ღერძის მასალა 40Cr;
Ჭრივი როლის სტანდი:
Ორი სარტყმელი სტანდი, რომელიც ამოაღებს გარე სარტყმელ ბუხარს; სარტყმელი იнструმენტი ჰორიზონტალურად და ვერტიკალურად შეიცვლება. ჯვრელად და განსაზღვრულად, ასევე გაქვს სწრაფი აღწერის ფუნქცია და ორი მართვის როლი.
Პოლირების როლის სტანდი: თავისუფალი გადაადგილება
პოლირება სარტყმელი ერთეულის შემდეგ;
Სტრუქტურა: ორი პასიური როლი, განრისტის სტრუქტურა
Როლის ღერძის დიამეტრი: 80მმ, მასალა 40Cr
Წყლის გამყარების სექცია: სიგრძე (2მ)
Სპრეიინგი და ჩამართვა ერთად, რათა საწყვეტი სწრაფად გაიმყაროს და არ შეიცვალოს ფორმა ზომის დროს.
Ზომის მილი
Ჰორიზონტალური როლების სტანდი: (იხილეთ იმი, რაც გვაქვს ფორმირების მილში)
Ვერტიკალური როლების სტანდი: (იხილეთ იმი, რაც გვაქვს ფორმირების მილში)
Ტურკული სათავეები: 2 სეტი
Ოთხი როლი თითოეულ სათავეზე (სტანდზე) შეიძლება გადაიყვანოს რამდენიმე მიმართულებაში, რათა გაწეროს ტუბი
პირიქით და შემდეგ წარმოადგინოს გაწერილი ტუბი მართლად ფორმის მიხედვით, რომ ჩამოჭრის სექციაში გადაიღოს მართლად.
Როლების ღერძის დიამეტრი: 50 მმ, მასალა 40Cr;
Გიარის განაწილების კასეტა: (იხილეთ იმი, რაც გვაქვს ფორმირების მილში)
Მთავარი გადამოქმედების სისტემა:
DC185KW, დამრგვალი რედუსტორით;
Ყველა მილის სამუშაო ცხენი
Ტრანსმისიის ღერძები ერთი კომპლექტი;
Წყალის ტუბები ტუბ-მილში
5. ჩანთების საჭრელი სახელმძღვანელო
Ჩანთების საჭრელი სახელმძღვანელო იყენება მართლაც ჭრის ჩანთებს სიგრძეზე ავტომატურად, როდესაც ჩანთები მილიდან მაღალ სიჩქარით უწყვეტოდ გადაეცემა.
| Ჩანთის დიამეტრი |
φ25mm~90mm |
| Ჩანთის სისწორე |
0.8-3.5mm |
| Მუდმივი ჭრილის სიგრძე |
6მ |
| Ჭრის სიზუსტე |
0-6mm |
| Ჭრილის მოტორი |
30 კვტ |
| Კარიჯის გადაადგილების მოტორი |
22 KW |
| Სათის ბლედის ზომა |
600mm |
| Ჭრის სიჩქარე |
Მაქს.90მ/წუთი |
6. ყველამდებარი მაღალი ხშირი სველი: 300 KW
Სოლიდური მდგომარეობის H.F. ვარდობის ძირითადი წრე Gaussian AC-DC-AC ცვლილების სხეულია. რექტიფიკატორი 3-ფაზიანი მостის ტიპის თირისტორის ფაზური კონტროლის რექტიფიკაციის წრეში გამოიყენება, ხოლო DC მხარეს ინდუქტორი და კაპაციტორი LC ფილტრს შექმნისთვის გამოიყენება, რომელიც ვოლტის ტიპის ინვერტერის მუშაობის მოთხოვნებს აკმაყოფილებს. ვოლტის ტიპის ინვერტერი მოდულარული პარალელური სხეულის გამოყენებას იღებს, რომ გაფართოებული იყოს ძრავის ძალა, თითოეული ინვერტერის მოდული ერთფაზიანი MOSFET მოსტის წრეა, რომელიც H.F. მატჩინგის ტრანსფორმატორის საშუალებით მიერთებულია სიმღერის რეზონანსის წყაროს სიმღერით. ერთ მხარეს, მატჩინგის ტრანსფორმატორი ახსნის ძალის კომბინაციას და იმპედანსის მატჩინგს; მეორე მხარეს, ის ახსნის ტვირთისა და ძრავის ელექტრო განმართვას. ვოლტის ტიპის ინვერტერის მაღალი ძრავის მალფუნქციის ეფექტურ და სწრაფ დაცული დაცვისთვის, ჩვენ ჩვენს კომპანიაში გამოვიყენეთ სPECIAL და მუდმივი მაღალი ძრავის დაცვის წრე, რომელიც ინვერტერის სამართალიან და მუდმივი მუშაობას უზრუნველყოფს.
Ვარდობის შემოკლება შეიცავს:
Გადართვის კაბინეტი, ინვერტორის გამომავალი კაბინეტი, წყალ-წყალ გამყავი სისტემა, ცენტრალური კონტროლის მაგიდა, მექანიკური გამოსახადის აპარატი და ა.შ.
DC გარემოს სისტემა: Euro 590 სიჩქის რეგულირებელი
Ფორმირებისა და ზომის მილის მოტორის კონტროლი: Euro კონტროლის აპარატი;
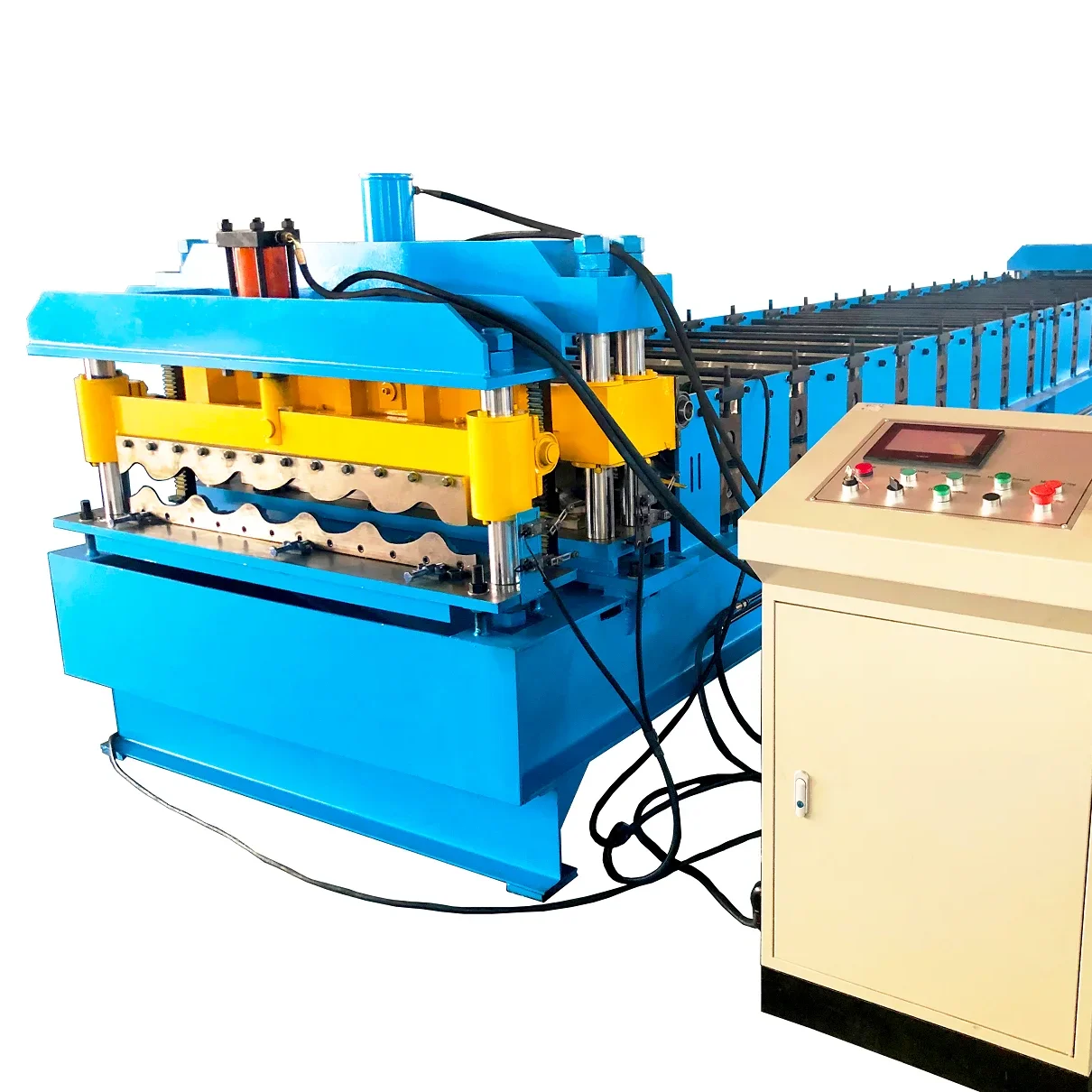
7 გამოსვლის სამაგიდო
Დასრულებული ტუბები გადიან როლის მაგიდის გასწვრივ და გადიან ბენქზე. შემდეგ მარტივი უჯრივი მანქანა ტუბები ერთიანებს საჭირო ფორმაში.
Როლის ბენქის მოტორი: 3Kw, სიჩქი რეგულირებადი;
8 ინსტრუმენტაცია:
Მასალა Cr12, მძიმე HRC58-62; როლის მასალა H13;
Ინსტრუმენტის ზომა: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY