Descrizione breve del prodotto
| - No, no, no. |
Articoli |
Spec: |
| 1 |
Materiale |
Spessore: 0.8-3.5mm (in base alla richiesta del cliente)
Larghezza di ingresso:75~285mm(secondo la richiesta del cliente)
Diametro interno delle bobine:508mm
Diametro esterno delle bobine: Φ1100~Φ1600mm
materiale: acciaio al carbonio, acciaio basso carbonio
|
| 2 |
Alimentazione |
6. Elettricità trifase 380V 50Hz (in base alla richiesta del cliente) |
| 3 |
Capacità di potenza |
potenza principale: Circa 600KW |
| 4 |
velocità |
90m/min |
| 5 |
Peso Totale |
Circa 20 tonnellate |
| 6 |
Dimensione |
Circa (L*W*H) per la macchina di formazione a rotolamento: Circa 23m*2m (in base all'utilizzo) |
| 7 |
Stile di taglio |
Taglio a volo |
Dettagli del Prodotto Descrizione
Velocità: 90m/min
Peso totale: Circa 20 tonnellate
Capacità di potenza: potenza principale: Circa 600KW
Dispositivo di svolgimento idraulico (doppia testa):
Macchina per tagliare e saldare

Accumulatore orizzontale
Calandria di formazione e dimensionamento:
Standa rotante per il ribaltamento:

Sega a taglio a volo

Tabella dei parametri del prodotto
1 Decoiler idraulico (testa doppia)
Il decoiler è progettato per supportare la bobina di acciaio e fornire materiale produttivo per l'intera linea di laminazione tubolare.
| Larghezza della striscia |
75-240mm |
| Peso della striscia |
bobina singola Max. 3 tonnellate, testa doppia totale max 6 tonnellate |
| Tipo di espansione |
Espansione idraulica |
| Freno |
Freno pneumatico |
| Rotazione testa operativa |
Giramento manuale |
| Larghezza della striscia |
75-285mm |
| Spessore della striscia |
0.8~3.5mm |
| Tipo di taglio |
Taglio idraulico |
| Metodo di saldatura |
Saldatura ad arco di argon |
| Gas argon |
Purità superiore al 99,99% |
| Grado d'acciaio |
σb≤520 MPa σs≤235Mpa |
2 Macchina per il taglio e la saldatura
La macchina per il taglio e la saldatura viene utilizzata per tagliare le estremità irregolari delle strisce e poi connettere le due estremità delle strisce tramite saldatura a freon, con taglio pneumatico e saldatura automatica, tempo di lavoro di 2-3 minuti.
| Larghezza della striscia |
75-285mm |
| Spessore della striscia |
0.8~3.5mm |
| Tipo di taglio |
Taglio idraulico |
| Metodo di saldatura |
Saldatura ad arco di argon |
| Gas argon |
Purità superiore al 99,99% |
| Grado d'acciaio |
σb≤520 MPa σs≤235Mpa |
3 Accumulatore orizzontale
Per garantire una produzione continua, l'accumulatore memorizza la striscia permettendo al operatore di utilizzare la macchina per il taglio e la saldatura delle estremità per connettere le strisce. L'apparecchio è facile da installare e semplice da utilizzare.
| Larghezza della striscia |
75~240mm |
| Spessore della striscia |
1.2~3.5mm |
| CapacitàDiImmagazzinamento |
0m –300m |
| Velocità di alimentazione |
Massimo 120m/min |
| Motore di alimentazione |
18.5KW |
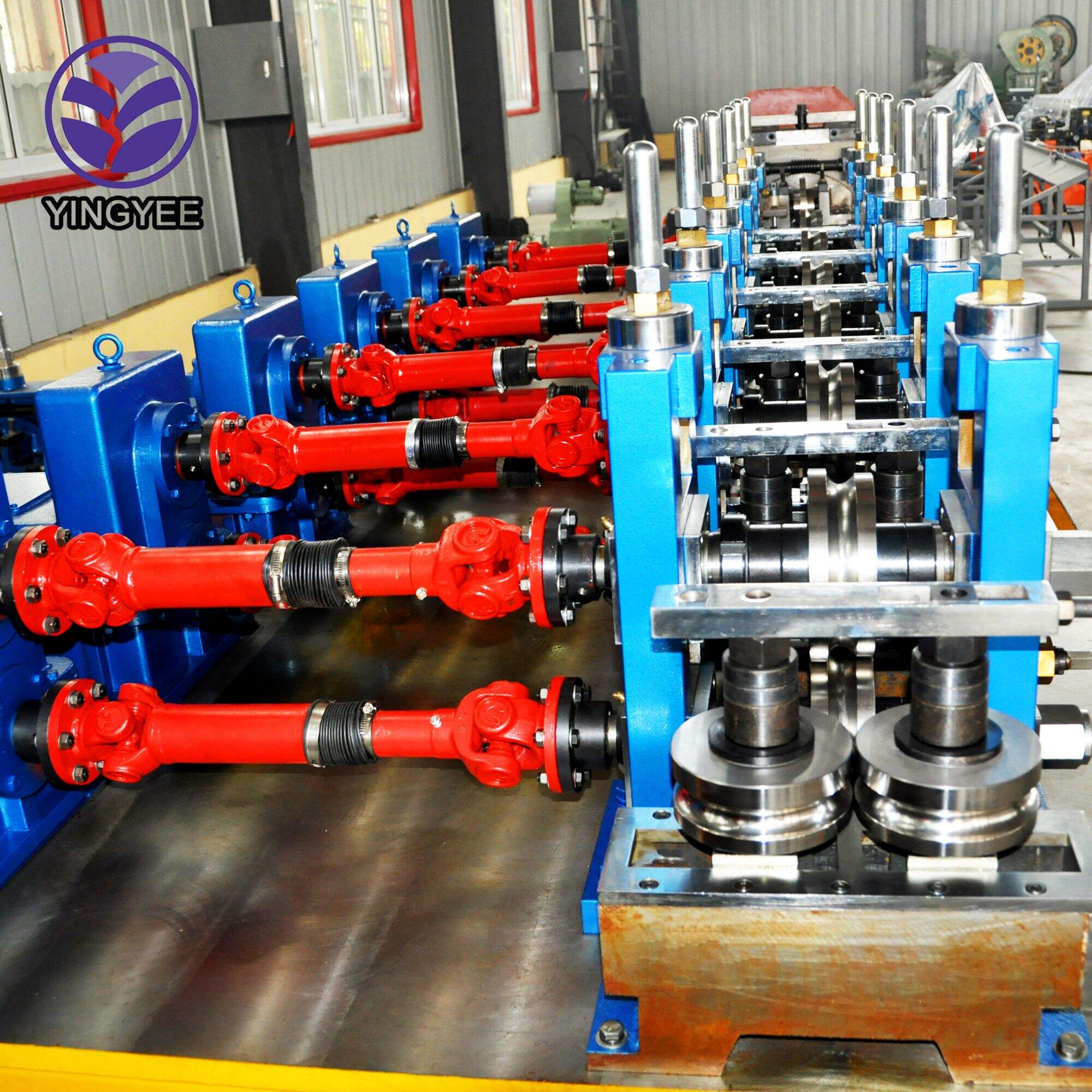
sezione Di Formatura E Dimensionamento
La Sezione Di Formatura E Dimensionamento trasforma la lamiera d'acciaio di una certa specifica in un tubo grezzo e li salda insieme con corrente HF. Quando la lamiera che rotola gradualmente, partendo dalla guida laterale fino alla scatola di saldatura, raggiunge il saldatore HF, il metodo di formatura W roll e la saldatura induttiva adottati in questa linea di laminazione sono progetti collaudati. I due lati della lamiera vengono riscaldati al punto di saldatura e compressi insieme.
Successivamente vengono rimossi i cordoni di saldatura, avviene il raffreddamento, il dimensionamento e lo stiramento approssimativo.
In questa sezione di laminazione viene utilizzato il metodo della linea orizzontale inferiore e un doppio raggio per i rulli.
Questa sezione include la macchina per la formatura, la macchina da saldatura, il dispositivo di raffreddamento e la sezione di dimensionamento.
ø Parametri tecnici principali:
Diametro tubo rotondo: Φ 25~Φ90mm
Spessore tubo rotondo: 0.8mm~3.5mm
Tubo quadrato: 20*20mm~70*70mm
Velocità di lavoro massima: 90m/min
Potenza motore principale: CC185KW
Metodo di formazione: linea inferiore e formazione a “W”
ø Disposizione degli stand di laminazione:
H indica Stand Orizzontale, V indica Stand Verticale, T indica Testa Turca
Disposizione generale: Formatura 7H8V, dimensionamento 6H6V2T
Alimentazione---H1---H2---V1---H3---V2---H4---V3---V4---V5---H5---V6---H6---V7---H7---V8-- Guida --- Serratura -- Ribattitura esterna --- Lucidatura --- Raffreddamento ad acqua ---V9--- H8---V10---H9---V11---H10---V12---H11---V13---H12---V14---H13---T1---T2
ø Parametri della calandra di formatura
Dispositivo di alimentazione e livellamento: un set
Standa a rulli orizzontale:
Diametro dell'asse del rullo orizzontale di 80mm, materiale di 40Cr, intero rullo trattato termicamente, superficie indurita ad alta frequenza.
Materiale delle stande a rulli acciaio colato o saldati a piastre, blocco a ingranaggi in acciaio forgiato 45;
Spostamento laterale durante il cambio dei rulli;
Standa a rulli verticale:
Diametro dell'asse del rullo verticale di 50mm, materiale di 40Cr, intero rullo trattato termicamente, superficie indurita ad alta frequenza;
Materiale base per la rotolazione verticale: acciaio colato o saldati a piastre;
Scatola di distribuzione del cambio: (con albero universale)
Corpo della scatola: saldati a piastre
Materiale del cambio: 20CrMnTi, carbonizzazione e tempra
Standa guida cucitura:
Lo standa può essere regolato in diverse direzioni in modo che la cucitura venga guidata correttamente nella posizione di saldatura.
cassa di saldatura a 2 rulli (2 rulli) con perla di scarico:
Questa sezione viene utilizzata per comprimere i due bordi riscaldati ad HF forgeandoli insieme. Ha 2 rulli per contornare correttamente le due metà durante il forgiatura dei due bordi riscaldati.
Diametro dell'asse del rullo laterale Φ55mm; Materiale dell'asse del rullo 40Cr;
Standa rotante per il ribaltamento:
Due supporti per il taglio della saldatura esterna; lo strumento per il taglio può essere regolato orizzontalmente e verticalmente, trasversalmente e longitudinalmente, con funzione di sollevamento rapido e due rotoli di blocco.
Supporto per rotolo di lucidatura: banco con guida libera
lucidare la saldatura dopo il taglio;
Struttura: due rotoli passivi, struttura a ponte
Diametro dell'asse del rotolo: 80mm, materiale di 40Cr
Sezione di raffreddamento a acqua: Lunghezza (2m)
Spruzzatura e immersione contemporanea per raffreddare rapidamente la tubazione e prevenire la deformazione durante la ridimensionatura.
Calibratrice
Banco con rotolo orizzontale: (Fare riferimento a quello nel laminatoio di formazione)
Supporto a rullo verticale: (Fare riferimento a quello nel laminatoio di formazione)
Supporti a testa turca: 2 set
I quattro rulli su ogni testa (supporto) possono essere regolati in diverse direzioni per raddrizzare la tubatura
inversamente e poi consegnare un tubo raddrizzato, adeguatamente modellato, direttamente alla sezione di taglio.
Diametro dell'asse del rullo: 50mm, materiale 40Cr;
Cassetta di distribuzione delle marce: (Fare riferimento a quello nel laminatoio di formazione)
Sistema di azionamento principale:
DC185KW, con riduttore a faccia dura;
Tutti i banchi della calandra
Assi di trasmissione un set;
Tubazioni d'acqua all'interno del tubo mill
5. Sega taglio volante
La sega taglio volante viene utilizzata per tagliare con precisione la tubatura alla lunghezza automaticamente, mentre la tubatura viene consegnata in continuazione dal mulino ad alta velocità.
| Diametro del tubo |
φ25mm~90mm |
| Peso specifico della tubatura |
0.8-3.5mm |
| Lunghezza di taglio fissa |
6m |
| Precisione di taglio |
0-6mm |
| Motore per il taglio a sega |
30 kw |
| Motore di guida del carro |
22 KW |
| Dimensioni della lama della sega |
600mm |
| Velocità di taglio |
Max. 90m/min |
6. Saldatrice a Frequenza Superiore a Stato Solido: 300 KW
La struttura del circuito principale della saldatrice a HF a stato solido è una tipica struttura di variazione di frequenza AC-DC-AC. Il rettificatore adotta un circuito rettificatore a controllo di fase a ponte trifase con tiristors, il lato DC utilizza induttore e condensatore per comporre un filtro LC che soddisfa i requisiti di funzionamento dell'inverter a tensione. L'inverter a tensione adotta una struttura modulare parallela per estendere la potenza dell'alimentazione, ogni modulo inverter è un circuito a ponte MOSFET monofase connesso al circuito risonante seriale tramite un trasformatore di accoppiamento HF. Da un lato, il trasformatore di accoppiamento realizza la combinazione di potenza e l'adattamento di impedenza; dall'altro lato, realizza l'isolamento elettrico tra il carico e l'alimentatore. Per fornire una protezione efficace e rapida contro i malfunzionamenti di corrente eccessiva dell'inverter a tensione, la nostra azienda introduce un circuito di protezione specifico e stabile contro la corrente eccessiva che garantisce il funzionamento sicuro e stabile dell'inverter.
La saldatrice include:
Cassetta rettificatrice, cassetta di uscita dell'inverter, sistema di raffreddamento acqua-acqua, tavolo di controllo centrale, dispositivo di regolazione meccanica e così via.
Sistema di trazione CC: regolatore di velocità Euro 590
Controllo motore del laminatoio per la formazione e il dimensionamento: dispositivo di controllo Euro;
tavolo di scarico 7
Le tubazioni finite percorrono il banco rotante e vengono inviate al banco. Quindi una semplice macchina imballatrice raccoglie i tubi nella forma richiesta.
Motore del banco rotante: 3Kw, velocità regolabile;
8 Strumentazione:
Materiale Cr12, durezza HRC58-62; materiale della ruota compressa H13;
Dimensione strumentazione: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY