Brève description du produit
| Non. |
Articles |
Spec: |
| 1 |
Matériau |
Épaisseur : 0,8-3,5 mm (selon la demande du client)
Largeur d'entrée : 75~285 mm (selon la demande du client)
Diamètre intérieur des bobines : 508 mm
Diamètre extérieur des bobines : Φ1100~Φ1600 mm
matériau : acier au carbone, acier au carbone bas
|
| 2 |
Alimentation |
6. Électricité triphasée 380V 50Hz (selon la demande du client) |
| 3 |
Capacité de puissance |
puissance principale : Environ 600 kW |
| 4 |
vitesse |
90 m/min |
| 5 |
Poids total |
Environ 20 tonnes |
| 6 |
Dimension |
Dimensions approximatives (L*L*H) pour la machine de profilage par pliage : Environ 23m*2m (selon l'utilisation) |
| 7 |
Style de coupe |
Découpe au vol |
Détails du produit Description
Vitesse : 90 m/min
Poids total : Environ 20 tonnes
Capacité de puissance : puissance principale : Environ 600 kW
Débobineur hydraulique (tête double) :
Machine à découper et souder

Accumulateur horizontal
Moulin à former et calibrer :
Affûtage au rouleau :

Scie de découpe au vol

Table des paramètres du produit
1 Débobineur hydraulique (tête double)
Le débobineur est conçu pour supporter la bobine d'acier et fournir du matériau de production pour toute la ligne d'usinage des tubes.
| Largeur de la bande |
75-240mm |
| Poids de la bande |
bobine unique Max. 3 tonnes, total tête double max 6 tonnes |
| Type d'expansion |
Expansion hydraulique |
| Frein |
Frein pneumatique |
| Rotation de la tête de travail |
Tournage manuel |
| Largeur de la bande |
75-285mm |
| Épaisseur de bande |
0.8~3.5mm |
| Type de coupe |
Décolletage hydraulique |
| Méthode de soudage |
Soudage à l'arc argon |
| Gaz argon |
Pureté supérieure à 99,99 % |
| Acier Grade |
σb≤520 MPa σs≤235Mpa |
2 Machine de décolletage et de soudage
La machine de décolletage et de soudage est utilisée pour couper les extrémités irrégulières des bandes, puis connecter les deux extrémités des bandes par soudage à l'arc argon, avec un décolletage pneumatique et une soudure automatique, le temps de travail étant de 2 à 3 minutes.
| Largeur de la bande |
75-285mm |
| Épaisseur de bande |
0.8~3.5mm |
| Type de coupe |
Décolletage hydraulique |
| Méthode de soudage |
Soudage à l'arc argon |
| Gaz argon |
Pureté supérieure à 99,99 % |
| Acier Grade |
σb≤520 MPa σs≤235Mpa |
3 Accumulateur horizontal
Pour garantir une production continue, l'accumulateur stocke la bande, permettant au opérateur d'utiliser la cisaille et le soudeur d'extrémité pour connecter les bandes. L'appareil est pratique à installer et facile à utiliser.
| Largeur de bande |
75~240mm |
| Épaisseur de bande |
1,2~3,5mm |
| Capacité de stockage |
0m – 300m |
| Vitesse d'alimentation |
Max 120m/min |
| Moteur d'alimentation |
18,5KW |
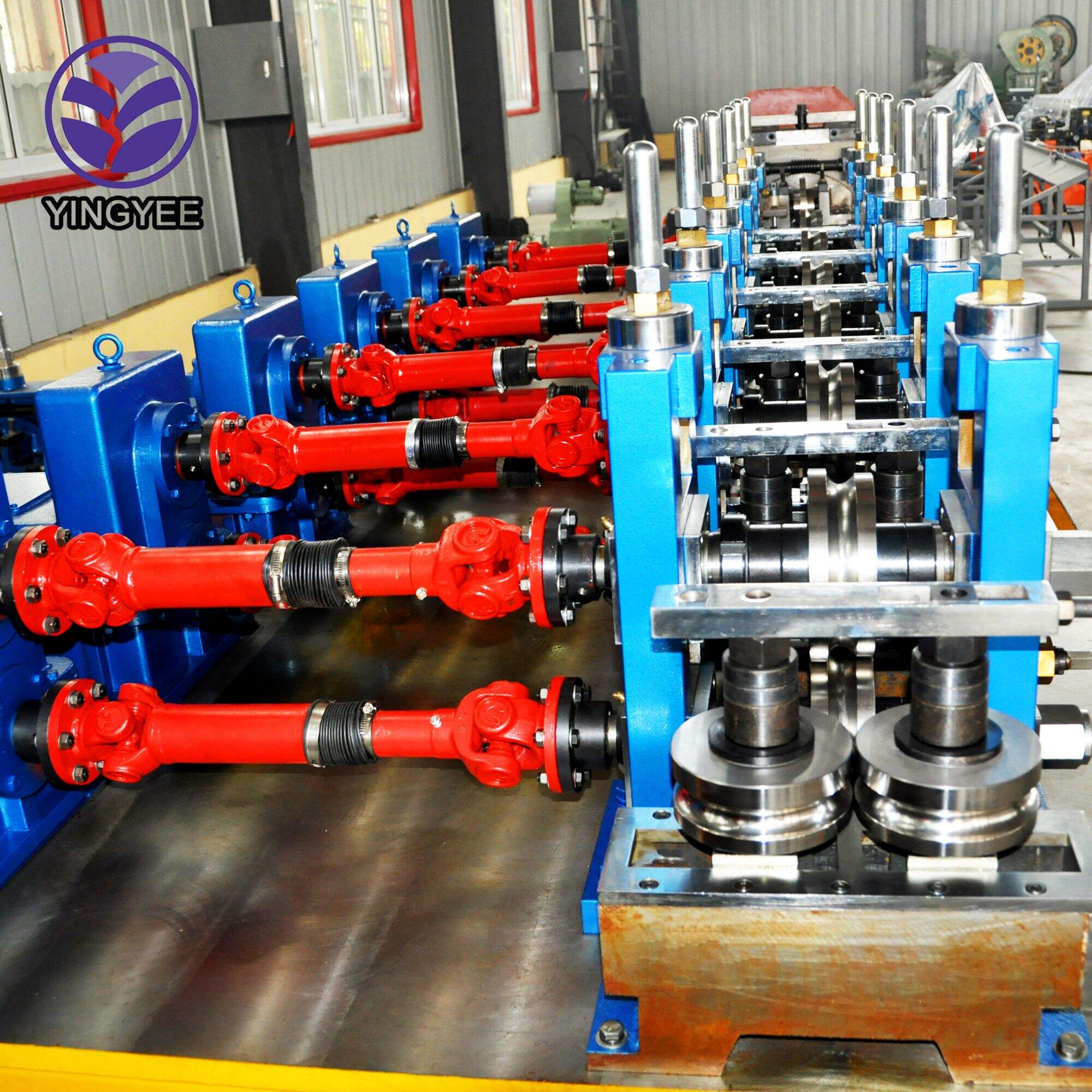
4 Moulins de Formage et de Calibrage
Le moulin de formage et de calibrage transforme la bande d'acier d'une certaine spécification en tube brut et les soude en rond avec un courant HF. Lorsque la bande roulante partant du guide de bord atteint le boîtier de soudure, le mode de formage W roll et la soudure par induction utilisés dans cette ligne de moulin sont des conceptions éprouvées. Les deux côtés de la bande sont chauffés au point de soudure et sont ensuite comprimés ensemble.
Ensuite viennent l'enlèvement des chutes de soudure, le refroidissement, le calibrage et l'aplatissement approximatif.
La méthode de ligne horizontale inférieure est adoptée dans ce moulin avec double rayon pour les rouleaux.
Cette section inclut le moulin de formage, la machine à souder, l'appareil de refroidissement et le moulin de calibrage.
ø Paramètres techniques principaux :
Diamètre du tube rond : Φ 25~Φ90 mm
Épaisseur du tube rond : 0,8 mm~3,5 mm
Tube carré : 20*20 mm~70*70 mm
Vitesse de travail maximale : 90 m/min
Puissance du moteur principal : CC185 kW
Méthode de formation : ligne inférieure et formation en « W »
ø Disposition des stands à rouleaux :
H signifie stand horizontal, V signifie stand vertical, T signifie tête turque
Disposition générale : Formage 7H8V, dimensionnement 6H6V2T
Alimentation --- H1 --- H2 --- V1 --- H3 --- V2 --- H4 --- V3 --- V4 --- V5 --- H5 --- V6 --- H6 --- V7 --- H7 --- V8 -- Guidage --- Compression -- Déburrage extérieur --- Polissage --- Refroidissement à l'eau --- V9 --- H8 --- V10 --- H9 --- V11 --- H10 --- V12 --- H11 --- V13 --- H12 --- V14 --- H13 --- T1 --- T2
ø Paramètres de la presse à former
Dispositif d'alimentation et d'aplanissement : un ensemble
Banc de rouleaux horizontal :
Diamètre de l'arbre des rouleaux horizontaux de 80 mm, matériau en 40Cr, traitement thermique complet du rouleau, durcissement par haute fréquence du surface.
Matériau des stands de rouleaux en acier coulé ou soudé en plaque, bloc glissant à engrenage en acier forgé 45;
Déverrouillage latéral lors du changement des rouleaux;
Stand de rouleaux vertical :
Diamètre de l'arbre des rouleaux verticaux de 50 mm, matériau en 40Cr, traitement thermique complet du rouleau, trempe HF sur la surface;
Matériau de base à rouleau vertical : acier coulé ou soudé en plaque;
Boîte de distribution d'engrenage : (avec arbre universel)
Corps de la boîte : soudé en plaque
Matériau des engrenages : 20CrMnTi, carburé et trempé
Support de guidage de joint :
Le support à rouleaux peut être ajusté dans plusieurs directions afin que le joint soit correctement dirigé vers la position de soudage.
boîte de soudage à deux rouleaux (2 rouleaux) avec perle de soudure :
Cette section est utilisée pour comprimer les deux bords chauffés par HF, les forgeant ensemble. Elle possède 2 rouleaux pour assurer un profil approprié des deux moitiés pendant le forgeage des deux bords chauffés.
Diamètre de l'arbre des rouleaux latéraux Φ55mm ; Matériau de l'arbre de rouleau 40Cr;
Affûtage au rouleau :
Deux supports d'ébarbage pour enlever la soudure externe ; l'outil d'ébarbage peut être ajusté horizontalement et verticalement, en travers et longitudinalement, avec une fonction de levage rapide et deux rouleaux de maintien.
Support de rouleau de polissage : Support à entraînement libre
polir la soudure après ébarbage ;
Structure : deux rouleaux passifs, structure en charpente
Diamètre de l'arbre de rouleau : 80 mm, matière de 40Cr
Section de refroidissement à l'eau : Longueur (2 m)
Pulvérisation et immersion simultanées pour refroidir rapidement le tube et empêcher qu'il ne se déforme lors du calibrage.
Calibreur
Support de rouleau horizontal : (Se référer à celui dans l'usinage)
Support à rouleaux vertical : (Se référer à celui dans l'usinage)
Supports à têtes turques : 2 ensembles
Les quatre rouleaux sur chaque tête (support) peuvent être ajustés dans plusieurs directions pour redresser le tube
inversement, puis acheminer un tube droit et correctement formé vers la section de coupe.
Diamètre de l'arbre des rouleaux : 50 mm, matériau en 40Cr ;
Boîte de distribution d'engrenages : (Se référer à celui dans l'usinage)
Système de transmission principal :
DC185KW, avec réducteur à engrenages durci ;
Toutes les tables d'usinage de l'usine
Un ensemble d'arbres de transmission ;
Tuyauterie d'eau à l'intérieur du tube moulin
5. Scie de coupe en vol
La scie de coupe en vol est utilisée pour découper précisément le tube à longueur automatiquement, sous réserve que le tube soit continuellement acheminé par le moulin à haute vitesse.
| Diamètre du tuyau |
φ25mm~90mm |
| Poids spécifique du tube |
0,8-3,5mm |
| Longueur de coupe fixe |
6m |
| Précision de coupe |
0-6mm |
| Moteur de découpe au rabot |
30 kw |
| Moteur de conduite de la chariot |
22 KW |
| Taille de la lame de scie |
600mm |
| Vitesse de coupe |
Max. 90 m/min |
6. Soudoeuse à haute fréquence à état solide : 300 kW
La structure du circuit principal de la soudoeuse à haute fréquence à état solide est une structure typique de variation de fréquence AC-DC-AC. Le redresseur adopte un circuit de redresseur à thyristors triphasé à pont avec commande par phase, et le côté DC utilise des inducteurs et condensateurs pour composer un filtre LC qui répond aux exigences de fonctionnement du convertisseur de type tension. Le convertisseur de type tension adopte une structure modulaire en parallèle pour augmenter la puissance d'alimentation, chaque module de convertisseur étant un circuit à pont MOSFET monophasé connecté à un circuit résonnant en série par un transformateur d'accordage à haute fréquence. D'une part, le transformateur d'accordage réalise la combinaison de puissance et l'adaptation d'impédance ; d'autre part, il assure l'isolation électrique entre la charge et l'alimentation. Pour protéger efficacement et rapidement contre les surintensités du convertisseur de type tension, notre entreprise a introduit un circuit spécifique et stable de protection contre les surintensités qui garantit un fonctionnement sûr et stable du convertisseur.
La soudoeuse inclut :
Armoire de redresseur, armoire de sortie de l'inverseur, système de refroidissement eau/eau, table de contrôle central, dispositif d'ajustement mécanique et autres.
Système de commande à courant continu : régulateur de vitesse Euro 590
Contrôle des moteurs de l'usinage et du calibrage : dispositif de commande Euro;
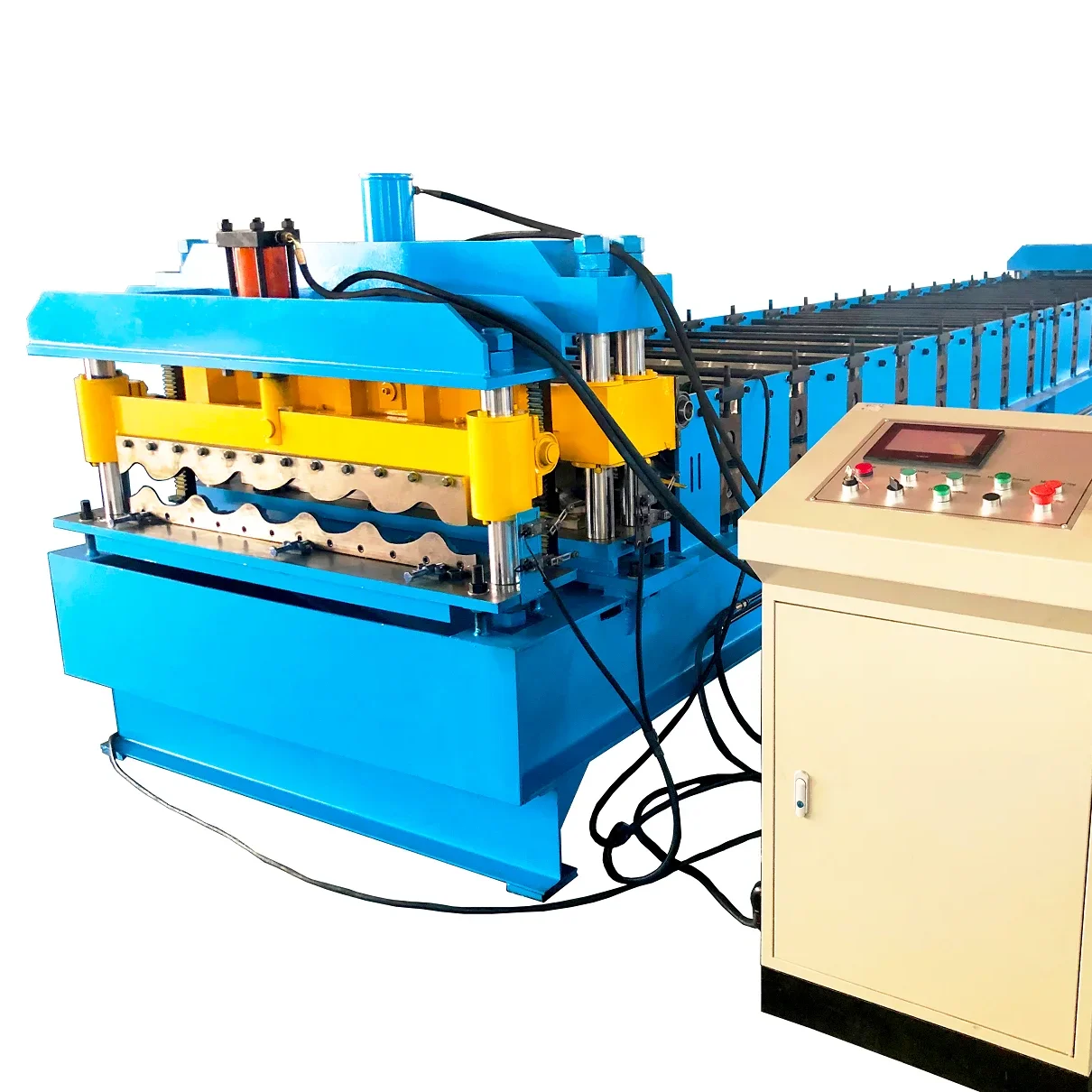
table de sortie 7
Les tubes finis parcourent la table à rouleaux et arrivent sur le banc. Ensuite, une machine d'emballage simple regroupe les tubes en forme souhaitée.
Moteur de la table à rouleaux : 3Kw, vitesse ajustable;
outils 8 :
Matériau Cr12, dureté HRC58-62 ; matériau des rouleaux de compression H13 ;
Taille des outils : 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY