Kratak opis proizvoda
| Br. |
Artikli |
Spec: |
| 1 |
Materijal |
Debljina: 0.8-3.5mm (prema zahtjevu klijenta)
Ulazna širina:75~285mm(prema zahtjevu kupca)
Unutarnji prečnik spirale:508mm
Spoljni prečnik spirala: Φ1100~Φ1600mm
materijal: ugljenikova ocel, niskouglenikova ocel
|
| 2 |
Napajanje |
6. 380V trofazni strujni tok 50Hz (prema zahtjevu klijenta) |
| 3 |
Kapacitet snage |
glavna snaga: oko 600KW |
| 4 |
brzina |
90m/min |
| 5 |
Ukupna težina |
Otprilike 20 tona |
| 6 |
Dimenzije |
Otprilike (D*Š*V) za valno oblikovanje strojeva: otprilike 23m*2m (prema upotrebi) |
| 7 |
Stil reza |
Letanje režanja sjeckanja |
Opis detalja proizvoda
Brzina: 90m/min
Ukupna težina: Približno 20 tona
Kapacitet snage: glavna snaga: Oko 600KW
Hidraulički otpinivač (dvojni glava):
Mašina za režanje i spajanje

Horizontalni akumulator
Formirajući i kalibracioni valjaci:
Valjača za održavanje spojeva:

Leteći režak

Tabela proizvodnih parametara
1 Hidraulički raspiljalac (dvostruki glava)
Raspiljalac je dizajniran za podršku čelikovne spirale i pružanje proizvodnje materijala za cijelu liniju trubnog štampača.
| Širina trake |
75-240mm |
| Težina trake |
jedna spirala Maks. 3 tona, dvostruka glava ukupno maks. 6 tons |
| Tip proširenja |
Hidrauličko proširenje |
| Kočnice |
Pneumatic brake |
| Rotacija radnog glave |
Ručno okretanje |
| Širina trake |
75-285mm |
| Debljina trake |
0.8~3.5mm |
| Vrsta rezanja |
Hidrauličko šarenje |
| Način spajanja |
Argon-savinsko spajanje |
| Argon plin |
Čistoća više od 99.99% |
| Razred čelika |
σb≤520 MPa σs≤235Mpa |
2 Stroj za šarenje i svarivanje
Stroj za šarenje i svarivanje se koristi za rezanje nepravilnih krajeva traka i zatim spojavanje dva kraja trake putem argonovog ark svarivanja, sa pneumatickim šarenjem i automatskim svarivanjem, radno vrijeme od 2-3 minute.
| Širina trake |
75-285mm |
| Debljina trake |
0.8~3.5mm |
| Vrsta rezanja |
Hidrauličko šarenje |
| Način spajanja |
Argon-savinsko spajanje |
| Argon plin |
Čistoća više od 99.99% |
| Razred čelika |
σb≤520 MPa σs≤235Mpa |
3 Horizontalni akumulator
Da bi se osigurala neprekinuta proizvodnja, Akumulator čuva traku omogućujući vremena operatoru da poveže trake šearom i krajevima za svarivanje. Uređaj je praktičan za montažu i lako se operira.
| Širina trake |
75~240mm |
| Debljina trake |
1.2~3.5mm |
| Kapacitet čuvanja |
0m –300m |
| Brzina davanja |
Maks 120m/min |
| Motor za povezivanje |
18.5kw |
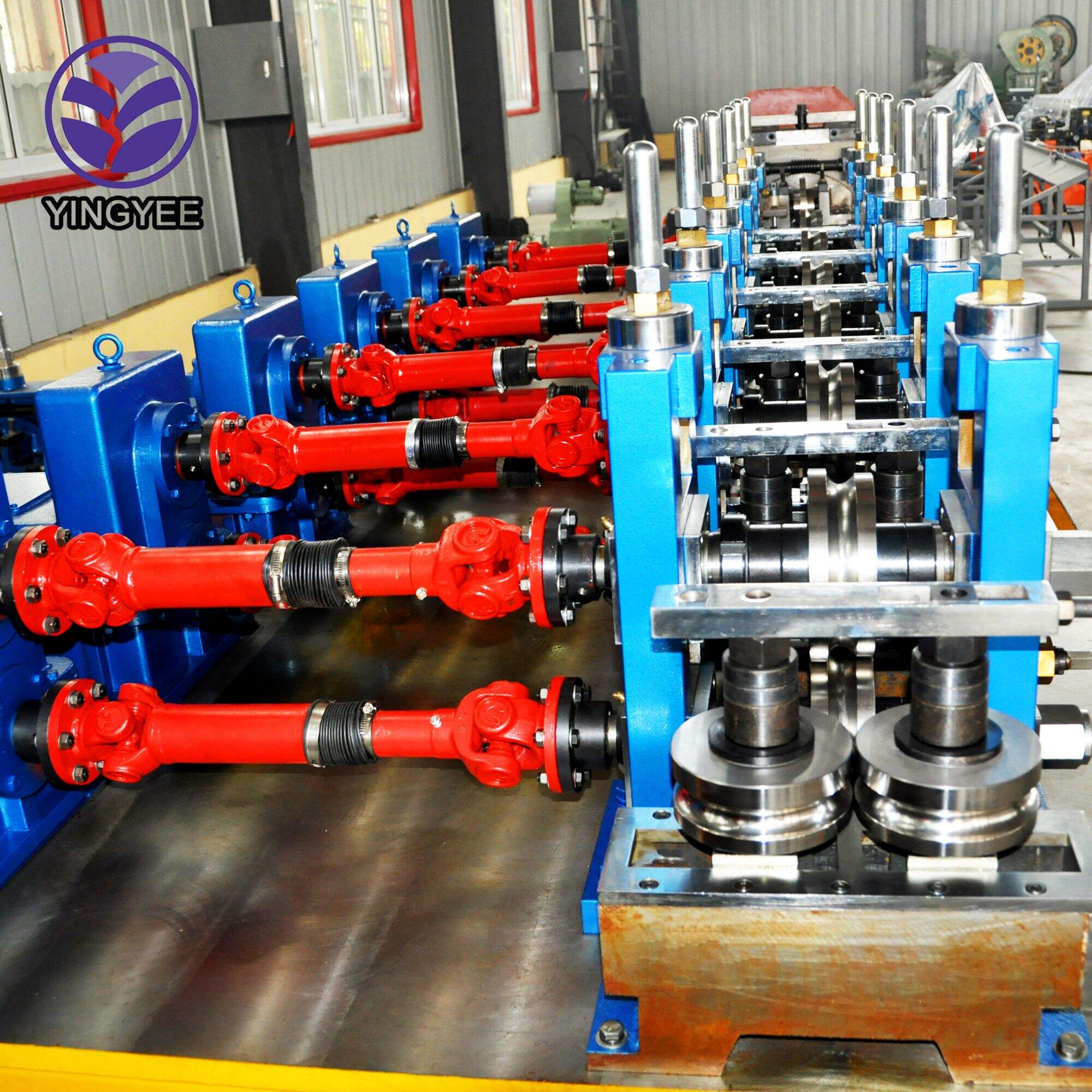
4 formiranja i veličinske štampalice
Formirajuća i veličinska štampalica formira oksidnu traku određenog standarda u praznинu biljku i spaja ih u krugove HF strujom. Kada postepeno valjujuća traka počinje od rubnog voditelja do svarenskog okvira i stigne do HF svarača, W valjujući način i induktivno spajanje koji se koriste u ovoj liniji štampalice su isprobani dizajni. Dva ruba trake se zagrijaju do tačke spajanja i pritiskaju zajedno.
Zatim slijedi uklanjanje svarenskih živaca, hlađenje, veličinsko prerađivanje i malo ravnanje.
U ovom stroju koristi se metoda horizontalne donje linije i dvostruki radijus za valove.
Ovaj deo obuhvata formiranje štampalice, mašinu za spajanje, uređaj za hlađenje i veličinsku štampalicu.
glavni tehnički parametri:
Prečnik cijevi: Φ 25~Φ90mm
Debljina cijevi: 0.8mm~3.5mm
Četvrtastaj cev: 20*20mm~70*70mm
Maks. radna brzina: 90m/min
Snaga glavnog motora: DC185KW
Način oblikovanja: Donja linija i 'W' oblikovanje
ø Raspoloženje mašinskih stanova:
H označava Horizontalni Stand, V označava Vertikalni Stand, T označava Turk Head
Opće rasporedjenje: Oblikovanje 7H8V, dimenzioniranje 6H6V2T
Krmnja---H1---H2---V1---H3---V2---H4---V3---V4---V5---H5---V6---H6---V7---H7---V8-- Vodjenje --- Stiskanje-- Vanjsko oštrivanje --- Ciscenje --- Hladnjak vodom ---V9--- H8---V10---H9---V11---H10---V12---H11---V13---H12---V14---H13---T1---T2
ø Parametri formirajućeg stroja
Uređaj za hrani i ravanje: Jedan set
Vodoravni valjak:
Prečnik vodoravnog valjka 80mm, materijal 40Cr, cijeli valjak toplom obradjen, površinska visokofrekventna otrgnutost.
Materijal vodoravnih valjeva od litog čelika ili spajanja ploče, zupčanak kliznog bloka od kovanog čelika 45;
Bokser odskoči prilikom zamjene valjeva;
Uspravni valjak:
Prečnik uspravnog valjka od 50mm, materijal 40Cr, cijeli valjak toplom obradjen, površinska HF otpaljivanje;
Materijal baze uspravnog valjka od litog čelika ili spajanja ploče;
Kutija za raspodjelu zupčanaka: (s univerzalnim osovinom)
Kutija: ploča spajana
Materijal šeste: 20CrMnTi, karburiranje i topljenje
Stojalo za vodič sječke:
Stojalo s valcima može se prilagoditi u nekoliko smjerova kako bi se sječka ispravno upravila u položaj za svarenje.
svarka s dva valca (2 valca) sa sječkom:
Ova sekcija se koristi za stiskanje dviju HF grejanjih rubova, spajajući ih zajedno. Ima dva valca kako bi se obe polovine pravilno oblikovale tijekom forgeiranja dvaju grejanjih rubova.
Prečnik osi bočnog valca Φ55mm; Materijal valčića 40Cr;
Valjača za održavanje spojeva:
Dva stojala za uklanjanje vanjskog svarkog žica; alat za oštricanje može se prilagoditi horizontalno i vertikalno, poprečno i dužino, te ima funkciju brzog podizanja i dva držača valaca.
Stojalo za cilindrično oštricanje: slobodno pogonsko stojalo
oštarićite svarku nakon oštricanja;
Struktura: dva pasivna vala, portala struktura
Precnik osi valova: 80mm, materijal 40Cr
Sekcija vodenog hlađenja: Duljina (2m)
Ispuštanje i potopljivanje istovremeno kako bi se brzo ohladila cijev i spriječilo se oblikovanje cijevi prilikom veličinskog pravca.
Veličinska mašina
Horizontalni stojovi s valovima: (Pogledajte ono u formiranju mašine)
Vertikalni stojovi s valovima: (Pogledajte ono u formiranju mašine)
Turks Head Stands: 2 skupa
Četiri vala na svakom glavi (stoju) mogu se prilagoditi u nekoliko smjerova kako bi se ispravila cijev
prvo obrnuto, a zatim isporučiti pravougaonu cijev pravilno oblikovanu u odjeljak za secanje pravo.
Promjer valjka: 50mm, materijal 40Cr;
Kutija za raspodjelu brzina: (Pogledajte ono u formiranju mašine)
Glavni pogonski sistem:
DC185KW, sa tvrdom smanjuicom;
Sve radne ploče štampača
Pogonski valovi jedan set;
Vodena cijev unutar cijevnog štampača
5. Leteći režak za secanje
Leteći režak za secanje se koristi za precizno secanje cijevi na duljinu automatski, uz uvjet da cijev neprestano izlazi iz štampača visokom brzinom.
| Prečnik cijevi |
φ25mm~90mm |
| Težina cijevi |
0.8-3.5mm |
| Fiksna duljina sječa |
6m |
| Točnost sječa |
0-6mm |
| Motor za režanje |
30 kW |
| Motor za vožnju nosača |
22 KW |
| Veličina piljne ploče |
600mm |
| Brzina reza |
Maks. 90m/min |
6. Tvarište visokog frekvencijalnog spajanja: 300 KW
Glavna struktura tvarinskog H.F. (visoke frekvence) spajača je tipična AC-DC-AC promjenljiva frekvencija struktura. Pravougaoničar koristi trifazni mostaćki stil tiraštorske fazne kontrolne pravougaone strukture, DC strana koristi induktor i kondenzator da sastavi LC filter koji ispunjava radna zahtjeva napona invertera. Inverter tipa napon koristi modularnu paralelnu strukturu za proširenje snage napajanja, svaki modul invertera je jednofazni MOSFET mostaćki krug povezan serijom rezonantnim tank krugom preko H.F. prikladnog transformatora. S jedne strane, prikladni transformator ostvaruje kombinaciju snage i impendansno prilagođavanje; s druge strane on ostvaruje električno odvojavanje opterećenja i izvora snage. Da bi se postavila učinkovita i brza zaštita od prekomjernog toka kod invertera, naša tvrtka je uvodila posebnu i stabilnu štitnicu od prekomjernog toka koja osigurava sigurno i stabilno radanje invertera.
Sastav dijelova za svarivanje:
Prekidnik prekidača, inverter izlazni sklop, vodovodni sistem hlađenja, centralna kontrolna ploča, mehanički uređaj za prilagodbu i slično.
Sistem DC pogona: Euro 590 regulator brzine
Kontrola motora za oblikovanje i dimenzioniranje: Euro kontrolni uređaj;
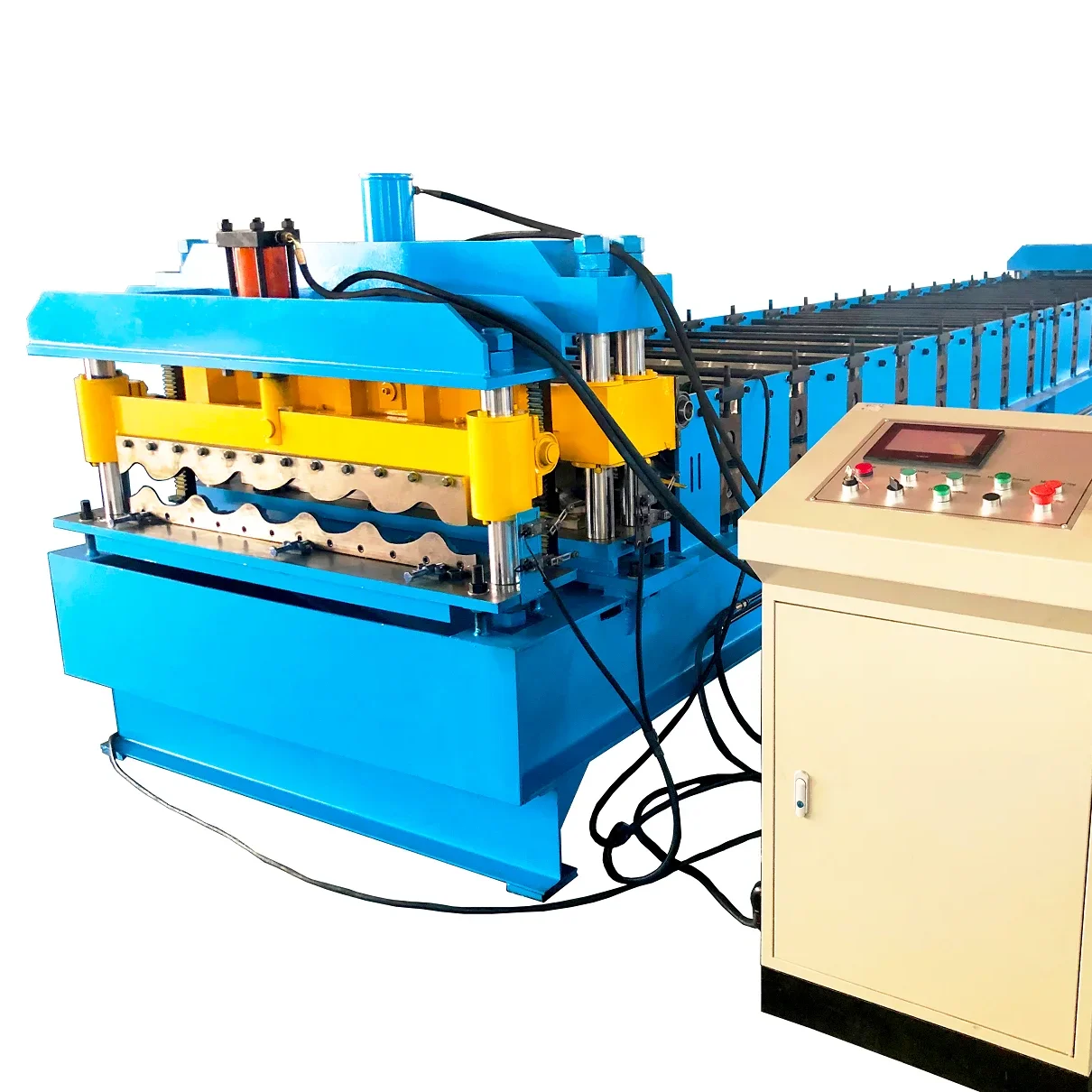
7 Izlazna ploča
Završene cijevi idu duž valjanske ploče i dolaze do stola. Zatim jednostavna mašina za pakiranje prikuplja cijevi u potrebni oblik.
Motor valjanske ploče: 3Kw, regulabilna brzina;
8 Alati:
Materijal Cr12, tvrdost HRC58-62; materijal za valjanje H13;
Dimenzije alata: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY