Кратко описание на продукта
| Не. |
Артикули |
Спецификация: |
| 1 |
Материал |
Дебелина: 0.8-3.5мм (според изискванията на клиента)
Входяща ширина:75~285мм(според изискването на клиента)
Вътрешен диаметър на койлите:508мм
Външен диаметър на котви: Φ1100~Φ1600mm
материал: въглеродна още, нискощаста още
|
| 2 |
Енергиен източник |
6. 380В трофазово напрежение 50Hz (според изискванията на клиента) |
| 3 |
Мощностен капацитет |
главна мощност: Около 600KW |
| 4 |
скорост |
90м/мин |
| 5 |
Обща тежест |
Около 20 тона |
| 6 |
Размер |
Около(L*W*H) за машината за профилобразуване: Около 23м*2м (според използването) |
| 7 |
Стил на пресичане |
Летящо пилене и резане |
Описание на детайлите на продукта
Скорост: 90м/мин
Обща тегловина: Приблизително 20 тона
Емкост на енергия: Главна мощност: Около 600КВт
Хидраулическо разматваче (Двойна глава):
Машина за рязане и сварване

Хоризонтален аккумулатор
Формираща и размерна мълница:
Ролна стойка за отрязване:

Летяща пилящ машинa

Таблица с параметри на продукта
1 Хидраулическа размотачна машина (двойна глава)
Размотачната машина е проектирана да поддържа стоманената койла и да осигури производствен материал за цялата линия за производство на тубове.
| Широчина на лента |
75-240mm |
| Тегло на лентата |
една койла Макс. 3 тона, общо за двойна глава максимум 6 тона |
| Тип разширяване |
Хидраулическо разширяване |
| Спирачка |
Пневматичен тормоз |
| Завъртане на работна глава |
Ръчно завъртане |
| Широчина на лента |
75-285mm |
| Дебелина на лентата |
0.8~3.5mm |
| Тип рязане |
Хидраuliчна пресичане |
| Метод на заваряване |
Аргонова дугова сварка |
| Газ аргон |
Чистота повече от 99.99% |
| Стоманен клас |
σb≤520 МПа σs≤235Мпа |
2 Приспивателни и сварващи машини
Приспивателната и сварваща машина се използва за приспиране на нерегулярните краища на лентите и след това за свързване на двата края на лентите чрез аргонова дугова сварка, с пневматично пресичане и автоматична сварка, работно време от 2-3 минути.
| Широчина на лента |
75-285mm |
| Дебелина на лентата |
0.8~3.5mm |
| Тип рязане |
Хидраuliчна пресичане |
| Метод на заваряване |
Аргонова дугова сварка |
| Газ аргон |
Чистота повече от 99.99% |
| Стоманен клас |
σb≤520 МПа σs≤235Мпа |
3 Хоризонтален аккумулатор
За да гарантира непрекъснато производство, Акумулаторът съхранява лента, давайки време на оператора да използва гилотината и краевия сварник за свързване на лентите. Устройството е удобно за инсталиране и лесно за управление.
| Ширина на лентата |
75~240mm |
| Дебелина на лентата |
1.2~3.5mm |
| StoringCapacity |
0м – 300м |
| Скорост на подаване |
Максимум 120м/мин |
| Мотор за подаване |
18.5KW |
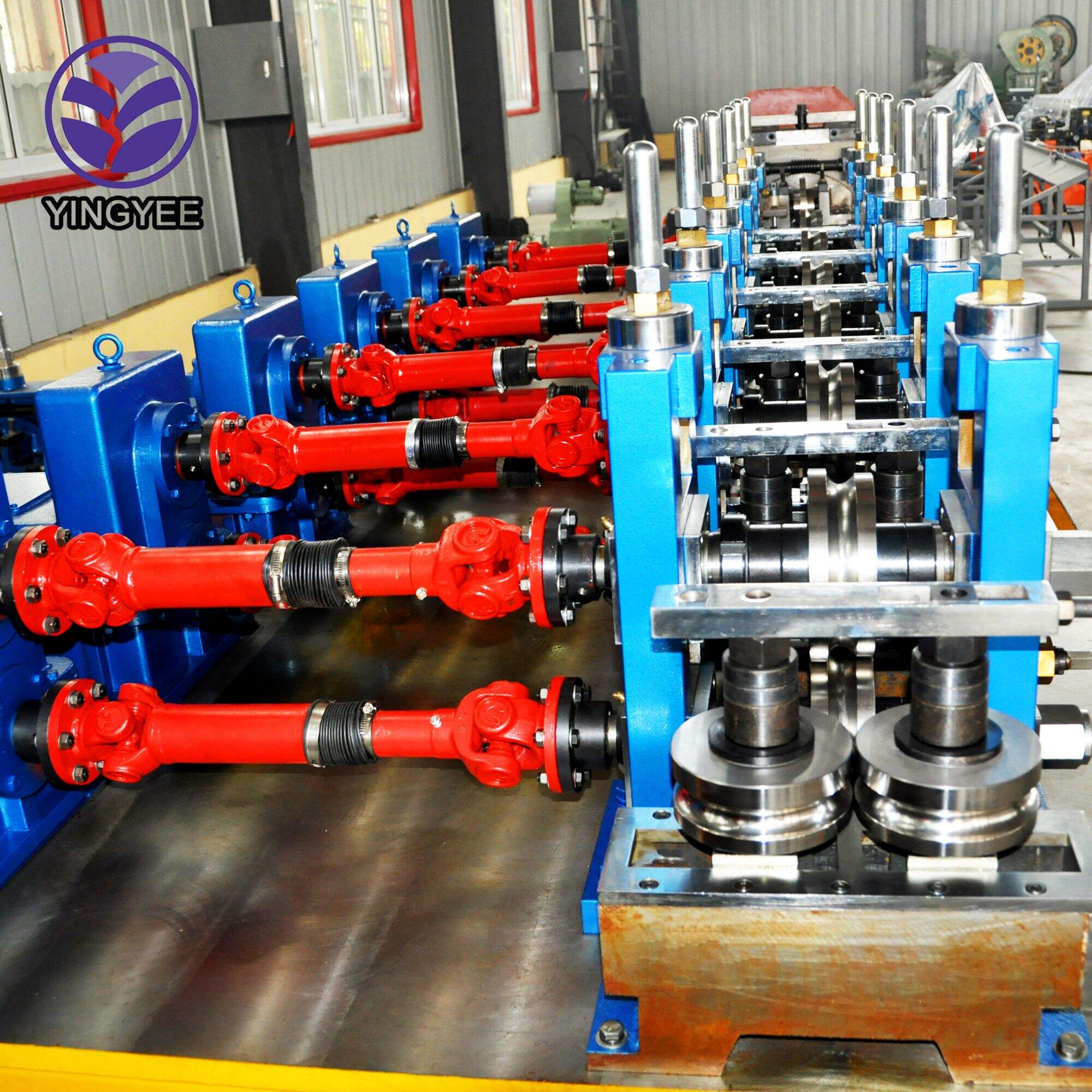
4 Формиращи и Размерни Мил
Формиращи и Размерни Мил формират стоманената лента в определена спецификация до тубулърен черновой и ги сварват в кръгове с ВЧ ток. Когато постепенното прокатване на лентата започва от ръководителя до сварителната кутия и достига до ВЧ сварника, W ролна форма и индукционната сварка, приети в тази милинска линия, са доказани конструкции. Двете страни на лентата се затоплят до сварващата точка и се сжимат заедно.
След това се премахват сварванията, охлаждане, размеряване и предварително правене.
В този мили се използва хоризонталния метод на долния ред и двойен радиус за ролките.
Този раздел включва формиращата милия, сварната машина, охлаждащото устройство и размерната милия.
ø Основни технически параметри:
Диаметър на кръглата тръба: Φ 25~Φ90мм
Дебелина на кръглата тръба: 0.8мм~3.5мм
Квадратна тръба: 20*20мм~70*70мм
Макс. работна скорост: 90м/мин
Мощност на главния мотор: DC185KW
Формиращ метод: Дъно линия и „W“ формиране
ø Разположение на милиите:
H означава Хоризонтална Милия, V означава Вертикална Милия, T означава Turk Head
Общ артикул: Формиране 7H8V, размери 6H6V2T
Хранене --- H1 --- H2 --- V1 --- H3 --- V2 --- H4 --- V3 --- V4 --- V5 --- H5 --- V6 --- H6 --- V7 --- H7 --- V8 -- Ръководство --- Стискане -- Външно отстраняване на бурени --- Полирване --- Охлаждане с вода --- V9 --- H8 --- V10 --- H9 --- V11 --- H10 --- V12 --- H11 --- V13 --- H12 --- V14 --- H13 --- T1 --- T2
ø Параметри на формиращата милия
Устройство за хранене и нивелиране: Една комплекта
Хоризонтален валов стойка:
Диаметър на хоризонталния валов ос от 80мм, материал 40Cr, цялостно термична обработка на вали, повърхностна високочестотна твърдеца.
Материал на валовите стойки отлива или сварен метал, гевнов блок от 45 ковална стомана;
Странично отклонение при промяна на вали;
Вертикална валова стойка:
Диаметър на вертикалната ос от 50мм, материал от 40Cr, цялата валика е термично обработена, повърхностната HF отпържвана;
Базовият материал на вертикалния вал може да бъде лит офер или плочев сварен;
Кутия за разпределение на шестите: (с универсална ос)
Тяло на кутията: плочево сварено
Материал на шестите: 20CrMnTi, углеродиране и отпържване
Стойка за водене на шва:
Валичната стойка може да се регулира в няколко посоки, така че швата да бъде правилно воден в позицията за сваряване.
кутия за сваряване с 2 валика (2 Валика) с капково жлезно:
Тази секция се използва за да се притиснат две HF нагрети ръба, формайки ги заедно. Има 2 валика, които правят двете половини да бъдат правилно контурни през формирането на двата нагрети ръба.
Диаметър на боковата ос Φ55мм; Материал на валовата ос 40Cr;
Ролна стойка за отрязване:
Две скафинг машини за премахване на външната сварваща жица; Скафинг инструмента може да се регулира хоризонтално и вертикално, поперека и продължително, с функция за бързо издигане и две държащи ролки.
Полиращ ролков стенд: Станд свободен за управление
полирване на сварващия шев след скафинг;
Структура: две пасивни ролка, гредна конструкция
Диаметър на ролкова ос: 80мм, материал 40Cr
Секция за водено охлаждане: Дължина (2м)
Опрыскиване и измачкване едновременно за бързо охлаждане на тръбата и предотвратяване на формирането на тръбата при размериране.
Размерираща машина
Хоризонтален ролков стенд: (Според това в формовачния мил)
Вертикална валова станция: (Според това в формовачния мил)
Станции Turks Head: 2 комплекта
Четири вала на всеки глава (станция) могат да се регулират в няколко посоки, за да се изправи трубата
обратно и след това да доставят изправена труба, правилно формирана, в секцията за рязане.
Диаметър на ролката: 50мм, материал от 40Cr;
Кутия за разпределение на гредите: (Според това в формовачния мил)
Главна приводна система:
DC185KW, с хард фейс редуктор;
Всички работни маси на мила
Валове за прехвърляне едно комплект;
Водопроводни тръби вътре в трубофабриката
5. Летяща резачка пилна машина
Летящата резачка пилна машина се използва, за да отрежда точно тръбите на дължина автоматично при условие, че тръбите постоянно излизат от фабриката с висока скорост.
| Диаметър на тръбата |
φ25mm~90mm |
| Тегло на тръбата |
0.8-3.5mm |
| Фиксирана резачка дължина |
6 м |
| Точност на рязане |
0-6mm |
| Мотор за резане на пилите |
30 KW |
| Мотор за привод на каретката |
22 КВ |
| Размер на режещия диск |
600MM |
| Скорост на рязане |
Макс. 90м/мин |
6. Твърдотоносов високочестотен сварник: 300 КВ
Структурата на основния цеп на твърдото състояние HF сварник е типична структура с променлив честотност AC-DC-AC. Преобразувателят използва трифазов мостови тиристорен фазов контролен преобразувателен цеп, а DC страната използва индуктор и конденсатор за създаване на LC филтър, който отговаря на работните изисквания на инвертора напрежение. Инверторът напрежение използва модулна паралелна структура за увеличаване на мощността на питащия източник, като всеки инverter модул е единфазов MOSFET мостов цеп, свързан с серийно резонансен танков цеп чрез HF matching трансформатор. От една страна, matching трансформаторът осъществява комбинация на мощността и импедансното съответствие; от друга страна, той осъществява електрическа изолация между носителя и питащия източник. За да се осигури ефективна и бърза защита при прекомерни тока в инвертора напрежение, нашата фирма въведе специален и стабилен цеп за защита от прекомерни тока, който гарантира безопасно и стабилно функциониране на инвертора.
Сварникът включва:
Шкаф за преобразуване на ток, шкаф за изход на инвертора, система за охлаждане от вода до вода, център за управление, устройство за механична корекция и т.н.
Система за привод с постоянен ток: регулатор за скорост Euro 590
Моторно управление за формиращата и калибрираща мил: уред за управление Euro;
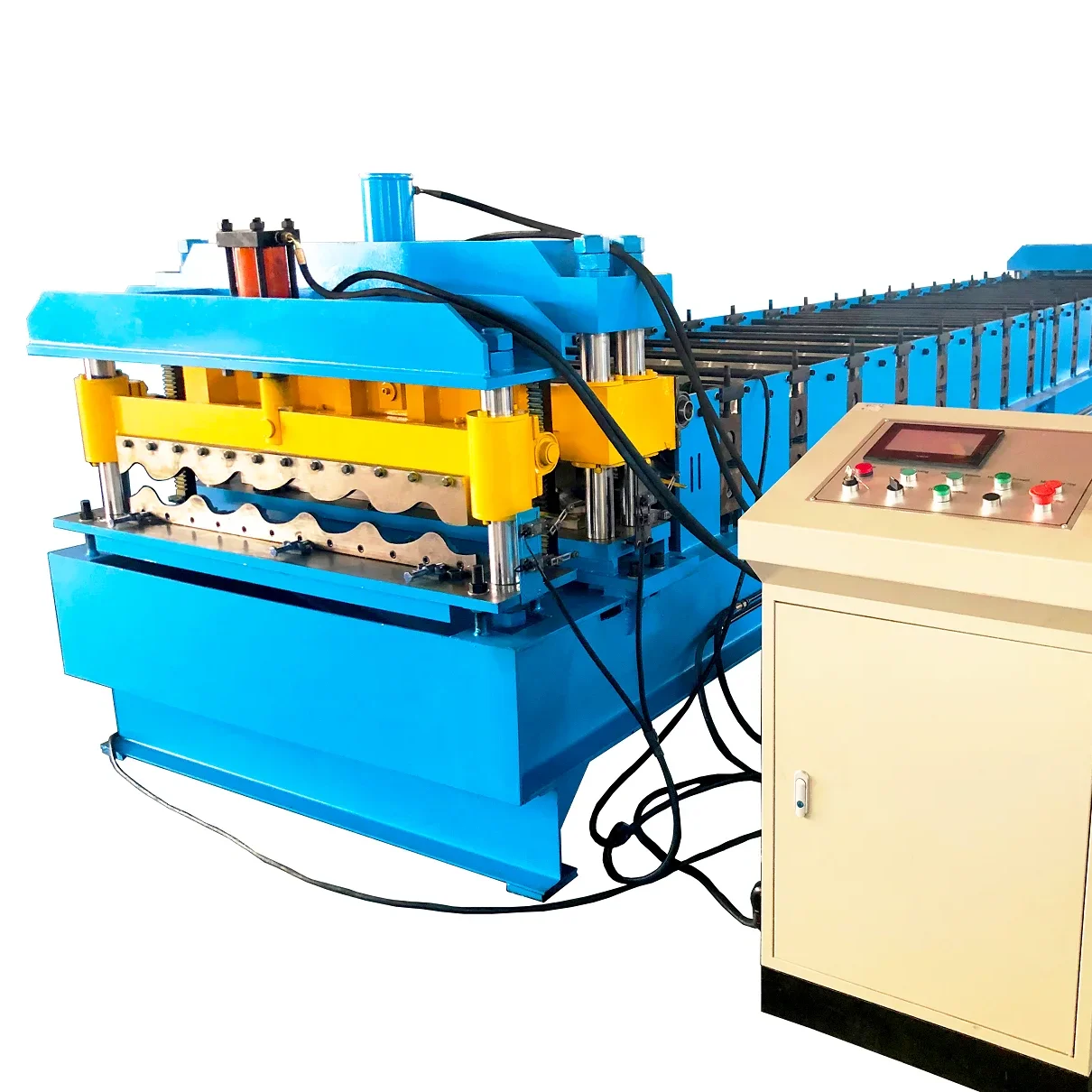
7 Изходна маса
Готовите тръби минават по ролкова маса и стигат до работния стол. След това простата упаковачна машина ги събира в необходимата форма.
Мотор на ролковия стол: 3Kw, скоростта е регулируема;
8 Инструменти:
Материал Cr12, твърдост HRC58-62; материал за сжимащите ролки H13;
Размер на инструментите: 25mm, 40mm, 90mm

 EN
EN
 AR
AR BG
BG DA
DA NL
NL FR
FR DE
DE EL
EL IT
IT KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID SR
SR SL
SL UK
UK VI
VI GL
GL HU
HU TR
TR FA
FA MS
MS GA
GA CY
CY MK
MK AZ
AZ KA
KA BN
BN BS
BS LA
LA MN
MN NE
NE MY
MY KK
KK UZ
UZ KY
KY